การใส่และปริ้นเส้นยาง TPU
TPU เป็นวัสดุที่ให้ความยืดหยุ่นสูง เหมาะกับงานที่ต้องการความนิ่ม ความทนแรงกระแทก หรือความยืดหยุ่นของชิ้นงาน แต่ในทางปฏิบัติ TPU จะไวต่อความชื้นและแรงต้านในระบบป้อนเส้นมากกว่าวัสดุแข็งทั่วไป ดังนั้นก่อนเริ่มพิมพ์ควรเตรียมเส้นให้แห้ง เลือกชนิดและขนาดหัวฉีด ให้ถูกต้อง ตรวจสภาพชุดดันเส้น extruder และจัดเส้นทางป้อนเส้นให้เหมาะกับชนิด TPU ที่ใช้งาน
รายการ | รายละเอียด |
|---|---|
รุ่นเครื่องที่เกี่ยวข้อง | Bambu Lab X2D |
วัสดุที่ครอบคลุม | TPU 95A HF, TPU 90A และ TPU 85A |
ลำดับความแข็ง | 95A HF > 90A > 85A โดย 95A HF แข็งที่สุด และ 85A นิ่มที่สุดในกลุ่มนี้ |
ข้อจำกัดสำคัญ | TPU บน X2D พิมพ์ได้เฉพาะหัวซ้าย main nozzle ไม่รองรับการพิมพ์ด้วย auxiliary nozzle |
1. ภาพรวมของ TPU ที่ใช้กับ X2D
TPU 85A, TPU 90A และ TPU 95A HF เป็นวัสดุ thermoplastic polyurethane ที่มีระดับความแข็งต่างกัน โดยเรียงจากแข็งไปนิ่มคือ TPU 95A HF > TPU 90A > TPU 85A วัสดุแต่ละระดับเหมาะกับงานที่ต้องการความยืดหยุ่นไม่เท่ากัน จึงควรเลือกชนิด TPU ให้ตรงกับงานก่อนตั้งค่าการพิมพ์
ในงานจริง จุดที่ต้องระวังมากเป็นพิเศษคือ TPU ดูดความชื้นได้ง่าย เมื่อเส้นมีความชื้นสะสมอยู่ภายใน น้ำจะระเหยอย่างรวดเร็วขณะถูกความร้อนที่หัวฉีด ทำให้เกิดฟองอากาศ ช่องว่าง ผิวงานไม่สวย หรือในบางกรณีอาจทำให้งานพิมพ์ล้มเหลวได้
แนะนำให้อบเส้นก่อน ถึงแม้ว่าจะเป็นเส้นที่เพิ่งซื้อและแกะออกจากซองพลาสติก ก็ควรอบเส้นก่อนใช้งาน
2. การเก็บรักษาเส้น TPU
TPU ควรเก็บในสภาพแวดล้อมที่แห้ง แนะนำให้เก็บในสภาพแวดล้อมที่ความชื้นสัมพัทธ์ต่ำกว่า 20% RH ใส่ไว้ในกล่องปิดสนิท และใส่สารดูดความชื้นไว้ภายในกล่อง วิธีนี้ช่วยลดโอกาสที่เส้นจะดูดความชื้นระหว่างรอใช้งาน โดยเฉพาะ TPU ที่เปิดใช้งานแล้วหรือวางอยู่ในห้องที่มีความชื้นสูง

สิ่งที่ควรทำ | เหตุผล |
|---|---|
เก็บสปูลในกล่องปิด | ลดการสัมผัสอากาศชื้นโดยตรง |
ควบคุมความชื้นให้ต่ำกว่า 20% RH | ลดการดูดความชื้นของ TPU ตามคำแนะนำในต้นฉบับ |
ใส่ desiccant ในกล่อง | ช่วยดูดซับความชื้นภายในพื้นที่ปิด |
ปิดฝากล่องทันทีหลังหยิบใช้งาน | ลดเวลาที่เส้นสัมผัสอากาศภายนอก |
3. การเตรียมเส้นก่อนพิมพ์
3.1 การอบเส้น TPU
ก่อนเริ่มพิมพ์เส้น TPU ควรตรวจว่าเส้นอยู่ในสภาพแห้งไม่ชื้น หากไม่แน่ใจควรอบเส้นก่อนพิมพ์ แนะนำค่าการอบไว้สองแนวทาง คือใช้อบด้วยกล่องอบเส้น ตั้งความร้อนในการอบที่ 70 ℃ เป็นเวลา 8 ชั่วโมง หรือใช้ฐานทำความร้อน เปิดไว้ที่ 75–85 ℃ แล้วเอาเส้นวาง ปิดประตูเครื่อง เป็นเวลา 8 ชั่วโมง
วิธีอบเส้น | ค่าที่แนะนำจากต้นฉบับ |
|---|---|
กล่องอบเส้น | 70 ℃, 8 ชั่วโมง |
ฐานทำความร้อน | 75–85 ℃, 8 ชั่วโมง |
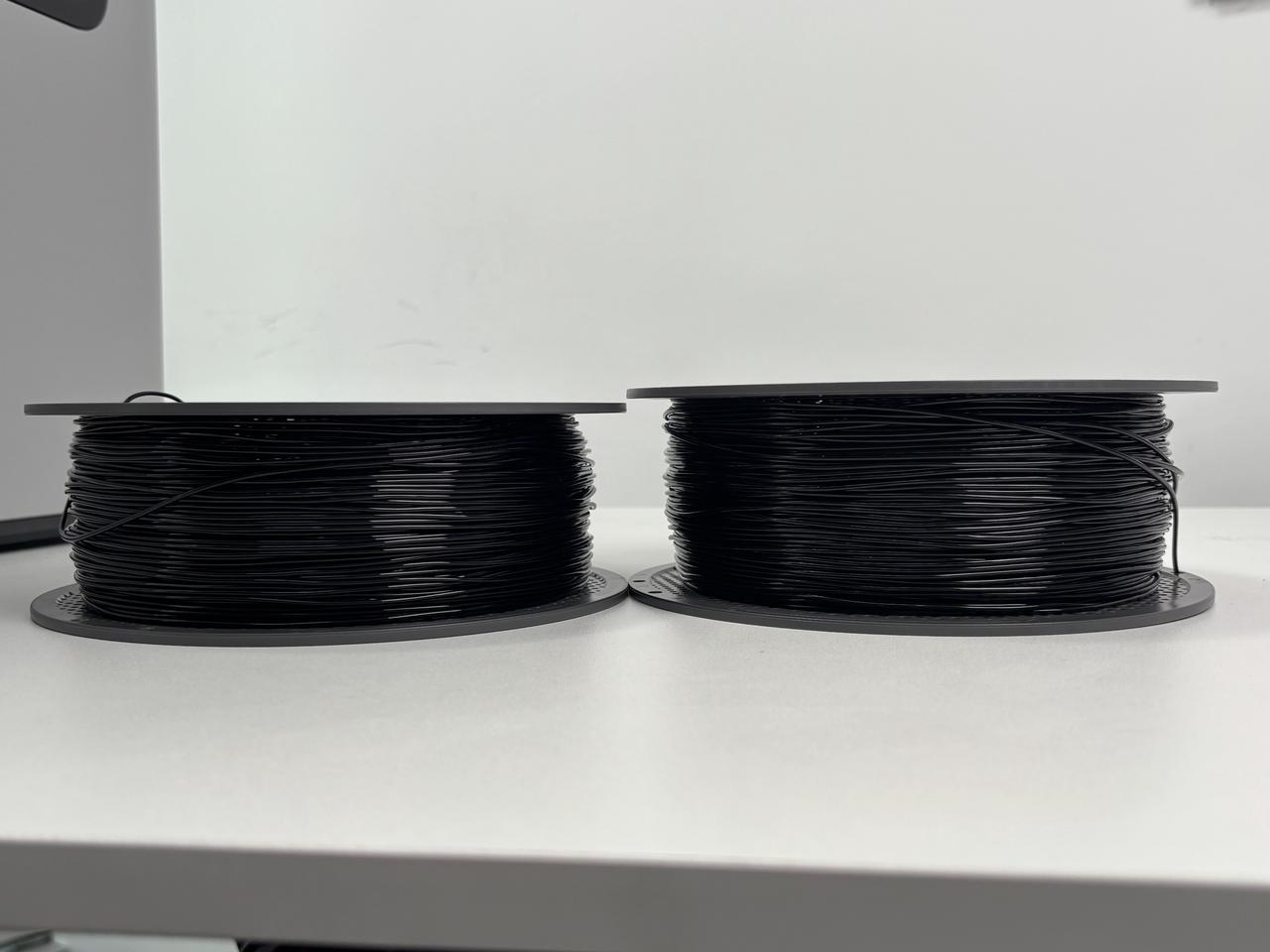
หลังการอบเส้น TPU ตัวม้วนใส่เส้นอาจขยายตัวจากความร้อน ความกว้างด้านนอกของม้วนเส้นก่อนอบอยู่ที่ประมาณ 65.4 mm และหลังอบอาจเพิ่มเป็นประมาณ 69.4 mm จุดนี้ควรตรวจสอบก่อนนำสปูลไปใส่ในตำแหน่งที่มีพื้นที่จำกัด เพราะม้วนเส้นที่ขยายตัวอาจเพิ่มแรงเสียดทานหรือทำให้ม้วนหมุนไม่ลื่น และเส้นถูกดึงลงไปที่หัวยาก
3.2 ตรวจ hotend ก่อนเริ่มพิมพ์
เนื่องจาก X2D มีแรงต้านการป้อนเส้นที่ auxiliary extruder ฝั่งขวาสูงกว่า ดังนั้นการปริ้นเส้น TPU สามารถพิมพ์ได้เฉพาะหัวซ้ายที่เป็น main nozzle เท่านั้นและไม่รองรับการพิมพ์ด้วย auxiliary nozzle
ห้ามใส่เส้น TPU ไปที่หัวขวาเป็นอันขาด เพราะอาจะทำให้เส้นปลิ้นอยู่ด้านในของชุดดันเส้น และทำให้ชิ้นส่วนเสียหายได้
หาก hotend ไม่ใช่หัวใหม่ ควรตรวจว่ามีเส้นพลาสติกเดิมค้างอยู่หรือไม่ หากพบว่ามีเศษเส้นหรือวัสดุเก่าค้างอยู่ ให้ทำความร้อนและทำ cold pull ด้วย PLA หรือ PETG ประมาณ 2–3 ครั้ง
ห้ามใช้วัสดุผสมเส้นใย เช่น fiber-reinforced filament สำหรับ cold pull เพราะอาจเพิ่มความเสี่ยงต่อการติดขัดหรือความเสียหายได้
ชนิด TPU | รู 0.2 mm | รู 0.4 mm | รู 0.6 mm | รู 0.8 mm | หัวฉีด High-Flow |
|---|---|---|---|---|---|
TPU 85A | ห้ามใช้ | ห้ามใช้ | ใช้ได้ | ใช้ได้ | ห้ามใช้ |
TPU 90A | ห้ามใช้ | ใช้ได้ | ใช้ได้ | ใช้ได้ | ห้ามใช้ |
TPU 95A HF | ห้ามใช้ | ใช้ได้ | ใช้ได้ | ใช้ได้ | ใช้ได้ |
3.3 ตรวจ extruder และใบมีดตัดเส้น
ก่อนพิมพ์ TPU ควรตรวจชุดดันเส้น ว่ามีเศษเส้นหรือสิ่งสกปรกติดอยู่หรือไม่ หากมีเศษสะสมควรถอดทำความสะอาด และถ้าเกียร์ สึกหรอควรเปลี่ยนใหม่ เพราะ TPU มีความยืดหยุ่นสูงกว่าเส้นทั่วไป หากเฟืองจับเส้นไม่ดีอาจเกิดอาการลื่นและป้อนเส้นไม่เสถียรได้
แนะนำให้ตรวจสภาพ cutter blade ด้วย เพราะใบมีดที่สึกจะส่งผลต่อการตัด TPU และเพิ่มโอกาสที่งานพิมพ์จะล้มเหลว ควรตรวจสภาพใบมีดเป็นระยะ
3.4 เลือก build plate และการใช้กาว
สำหรับ build plate สำหรับปริ้นเส้นยาง TPU สามารถใช้ได้กับฐานชนิด Cool Plate, Engineering Plate, Smooth PEI Plate หรือ High-Temperature Plate และ Textured PEI Plate แต่การใช้กาวต้องพิจารณาตามชนิดแผ่นพิมพ์ โดยเฉพาะ Textured PEI Plate ซึ่งไม่แนะนำให้ทากาว เพราะอาจทำให้ TPU ยึดเกาะมากเกินไป
สำหรับกาวทาฐานพิมพ์แนะนำเป็นกาวน้ำยี่ห้อ Magigoo ล้างน้ำได้ ไม่ทิ้งคราบ ช่วยให้การวัดฐานยังคงแม่นย่ำ สามารถสั่งซื้่อได้ที่ Link นี้
ชนิด TPU | Cool Plate | Engineering Plate | Smooth PEI Plate / High-Temperature Plate | Textured PEI Plate |
|---|---|---|---|---|
TPU 85A / 90A / 95A HF | ทากาว | ทากาว | ทากาว | ไม่แนะนำ |
4. การพิมพ์ TPU 95A HF
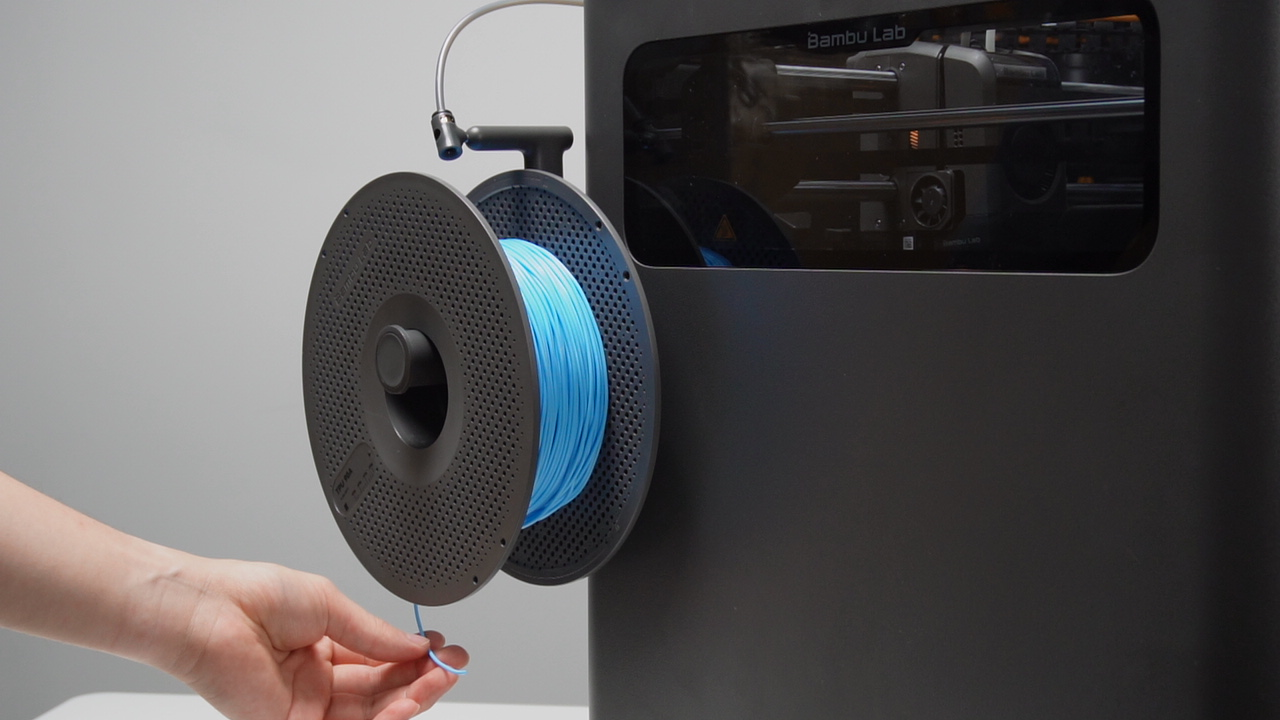
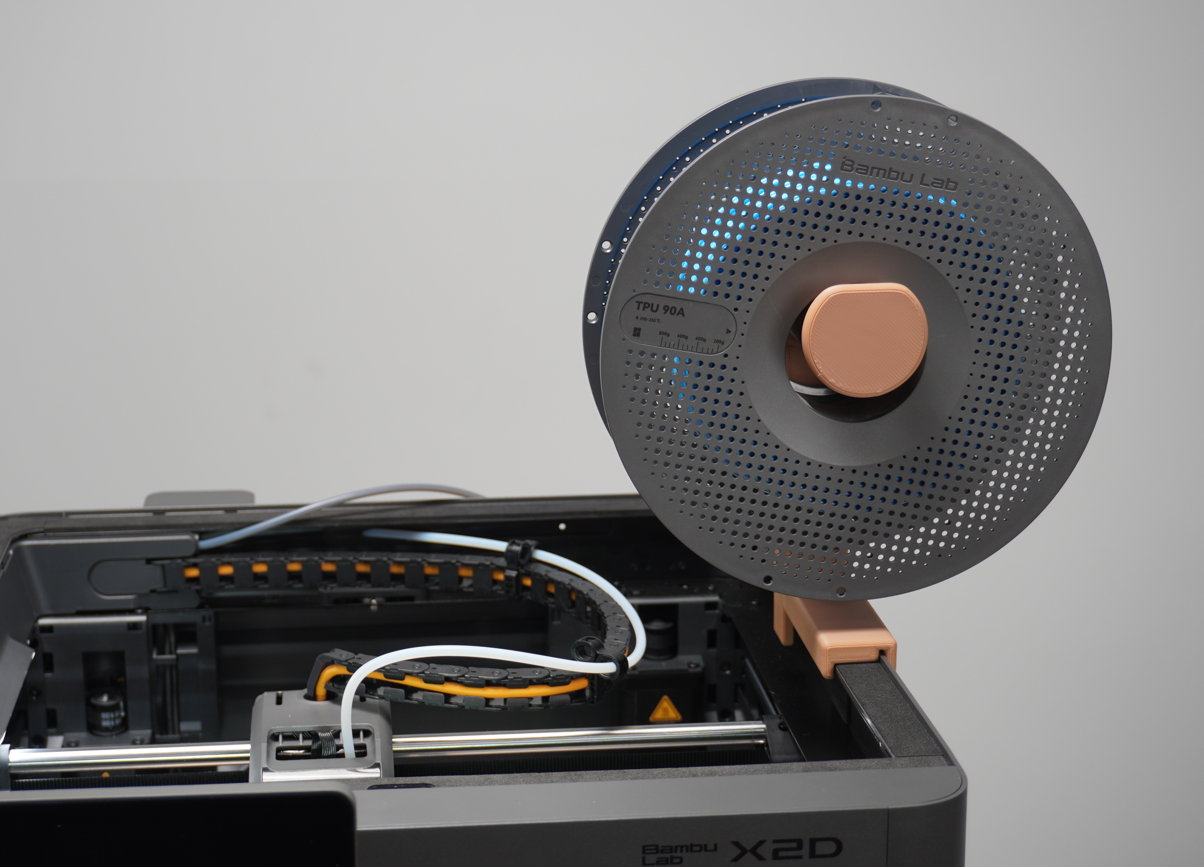
สำหรับ TPU 95A HF แนะนำให้พิมพ์โดยใช้ตัวแขวนเส้นด้านนอก external spool ขั้นตอนนี้เน้นการจัดเส้นทางป้อนเส้นให้สั้นและลื่นที่สุดเท่าที่ทำได้ เพื่อลดแรงต้านก่อนเส้นเข้าสู่ extruder
4.1 ขั้นตอนการโหลด TPU 95A HF
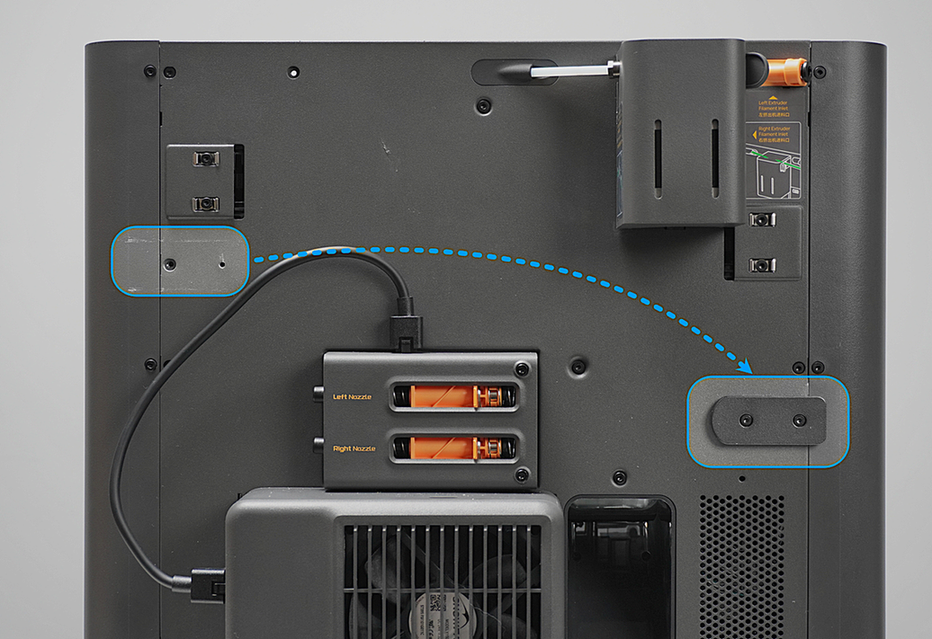
ขั้นตอนที่ 1: ฐานสอด external spool ของ X2D จะถูกติดตั้งมาจากโรงงานที่ด้านซ้ายของเครื่อง ให้ย้ายฐานนี้ไปติดตั้งที่ด้านขวา
สามารถขันน็อตแล้วย้ายไปใส่ที่รู ที่เตรียมไว้อีกข้างได้เลย
ขั้นตอนที่ 2: ติดตั้ง external spool holder เข้าที่ด้านตรงข้ามของเครื่อง โดยให้แนวของ holder ถูกต้องก่อนเสียบเข้าฐาน

ขั้นตอนที่ 3: เสียบ holder เข้าไปในฐานจนได้ยินเสียงคลิก แสดงว่าชิ้นส่วนเข้าที่แล้ว 1
ห้ามติดตั้ง holder กลับด้าน เพราะอาจทำให้สปูลวางไม่ถูกแนวและเพิ่มแรงต้านขณะป้อนเส้น

ขั้นตอนที่ 4: ตัดท่อ PTFE ความยาวประมาณ 175 mm แล้วเชื่อมต่อ external spool holder เข้ากับช่องทางเข้าเส้นของ extruder ฝั่งซ้าย
แนะนำตอนตัดท่อให้ใช้คัตเตอร์ตัด อย่าใช้กรรไกรหรือคีม เพราะจะทำให้ปลายท่อที่ตัด บี้และเสียรูป ทำให้เกิดแรงต้าน เส้นไม่สามารถเข้าไปได้

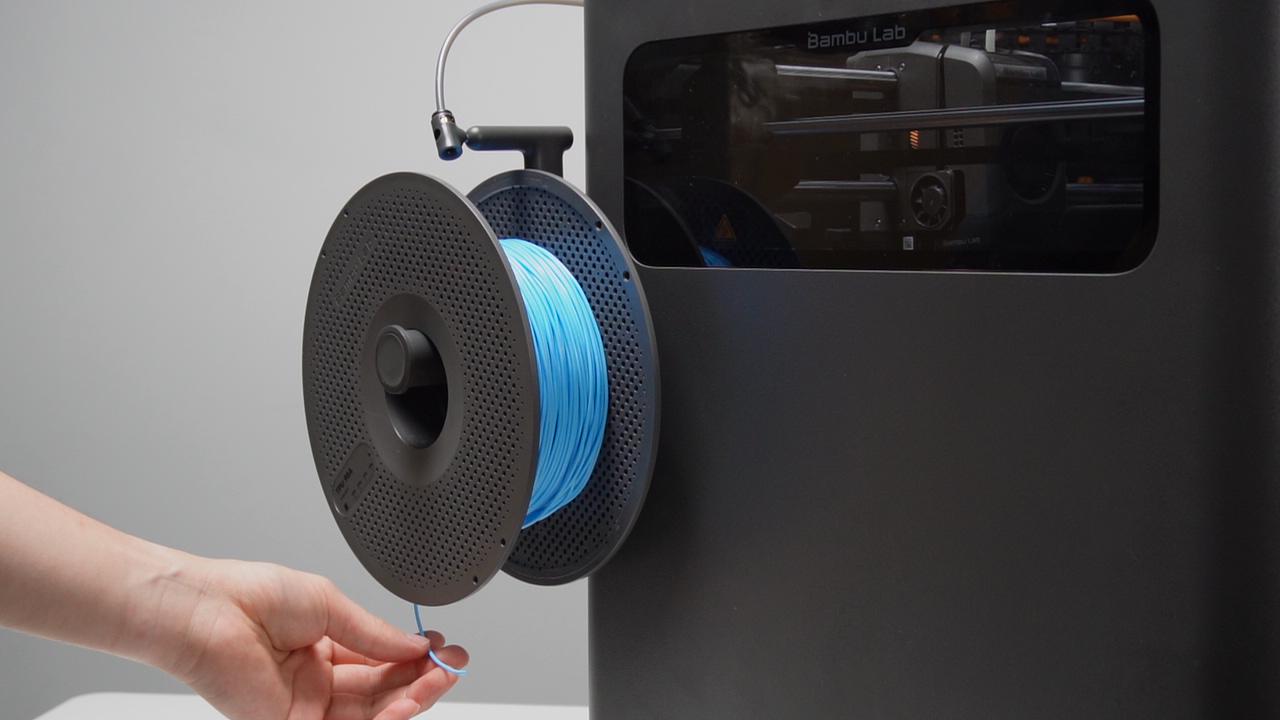
ขั้นตอนที่ 5: วางสปูล TPU 95A HF บน external spool holder และตรวจให้แน่ใจว่าสปูลหมุนได้โดยไม่มีสิ่งกีดขวาง

ขั้นตอนที่ 6: บีบปลายเส้น TPU แล้วป้อนเส้นเข้าไปในท่อด้วยมืออย่างระมัดระวัง เส้นควรวิ่งเข้าไปตามท่อโดยไม่ฝืดหรือพับงอ
ขั้นตอนที่ 7: ที่หน้าจอเครื่อง ให้แตะปุ่ม Load เพื่อเริ่มกระบวนการโหลดเส้น
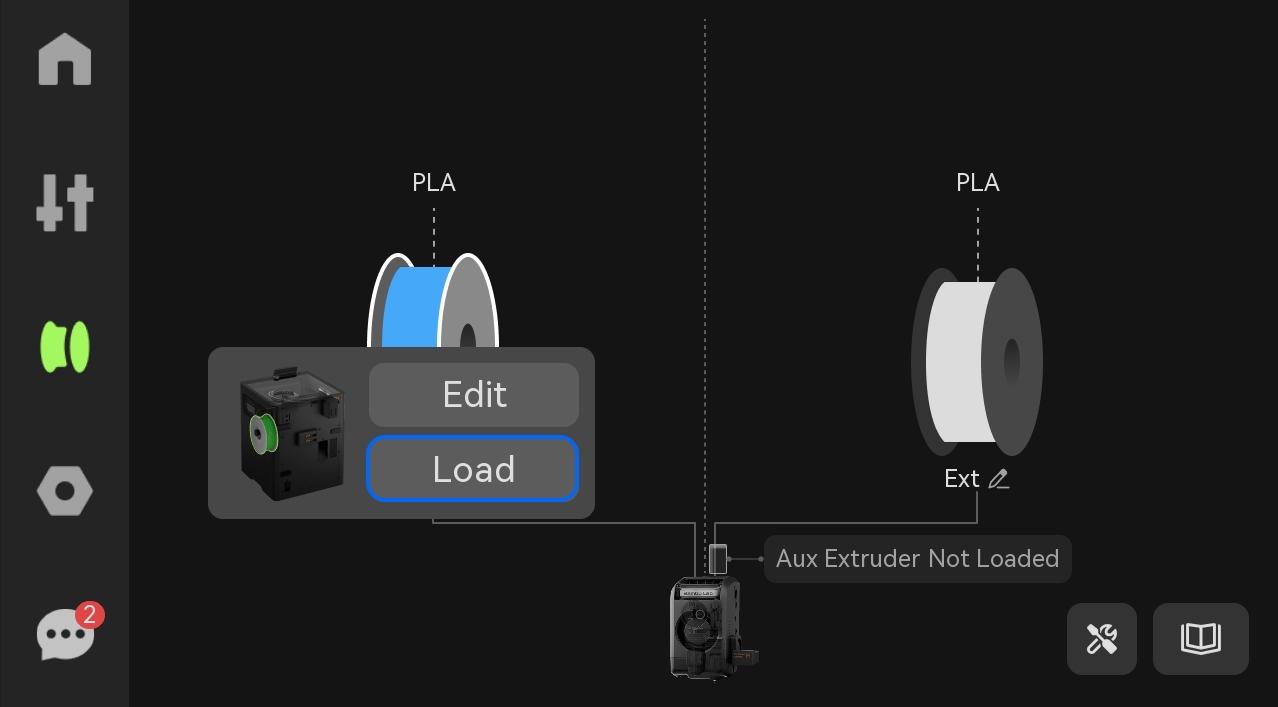
ขั้นตอนที่ 8: สังเกตที่หัวฉีด หากเส้นถูก extrude ออกมาที่ปลายหัวฉีดอย่างต่อเนื่องและสม่ำเสมอ แสดงว่าการโหลดเส้นเสร็จสมบูรณ์
4.2 ขั้นตอนการ unload TPU 95A HF
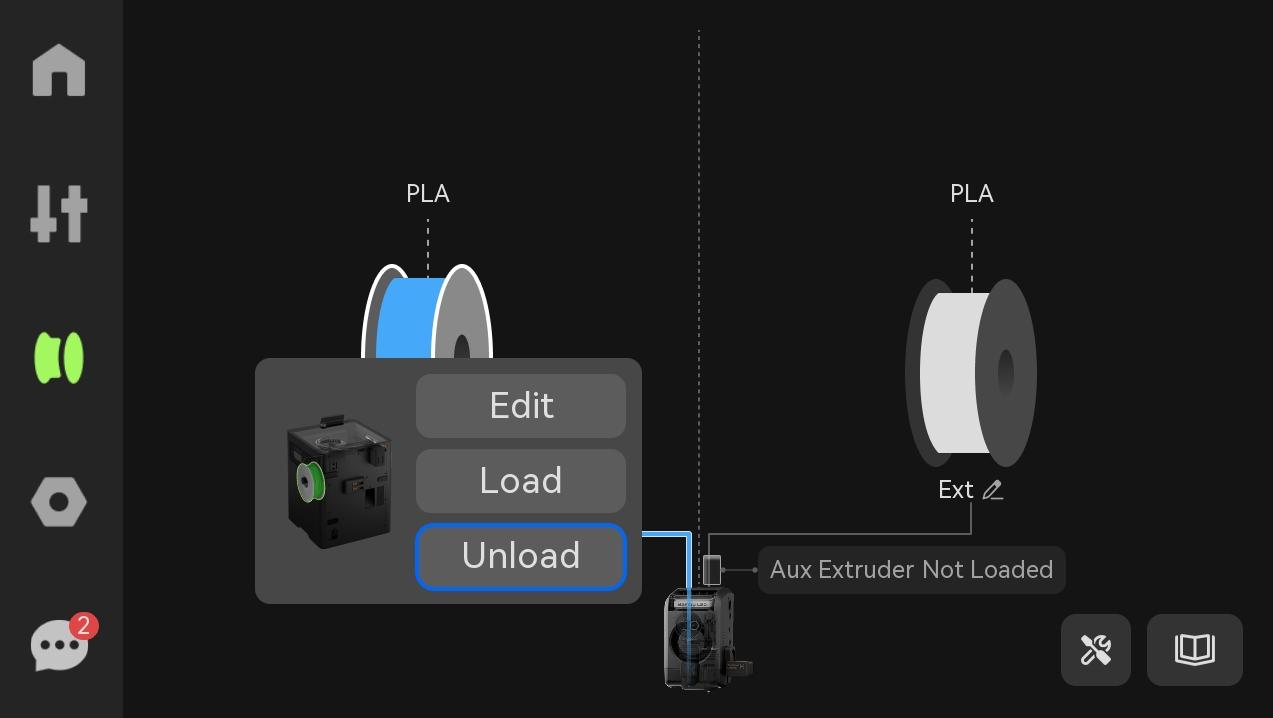
เมื่อต้องการถอดเส้น TPU 95A HF ออกจาก external spool ให้แตะปุ่ม Unload ที่หน้าจอเครื่องก่อน แล้วรอจนระบบแสดงข้อความให้ดึงเส้นออกจาก external spool ของ extruder ฝั่งซ้าย จากนั้นจึงค่อยดึงเส้นออกจาก holder ด้วยมือ
5. การพิมพ์ TPU 90A และ TPU 85A
สำหรับ TPU 90A และ TPU 85A สามารถเลือกใช้ได้ 2 แนวทาง คือใช้ top-mounted spool holder หรือใช้ TPU Feed Assist Module เนื่องจาก TPU สองชนิดนี้นิ่มกว่า TPU 95A HF การจัดเส้นทางเส้นให้สั้น ลื่น และไม่เกิดแรงดึงย้อนกลับจึงมีความสำคัญมากเป็นพิเศษ
5.1 ใช้ Top-mounted spool holder
ก่อนเริ่มใช้งาน ต้องพิมพ์และติดตั้ง top-mounted spool holder ไว้ล่วงหน้า โดยต้นฉบับระบุว่า X2D และ P2S ใช้ขนาดเดียวกัน และแนะนำให้ดาวน์โหลดโมเดลจาก MakerWorld ในชื่อ P2S/P1S Top Spool Holder for TPU

5.2 ขั้นตอนการโหลด TPU 90A หรือ TPU 85A ด้วย top-mounted spool holder
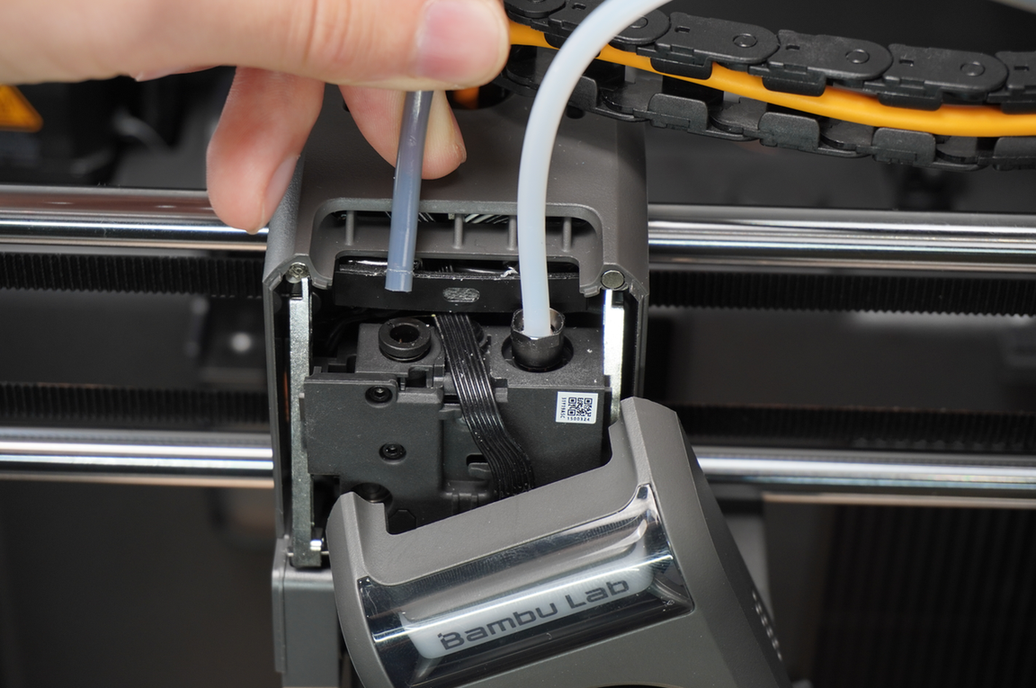
ขั้นตอนที่ 1: เปิดฝาหน้าของ toolhead แล้วถอดท่อ PTFE ที่เชื่อมกับ main nozzle ออกก่อน เพื่อเตรียมป้อนเส้น TPU เข้าทาง extruder โดยตรง

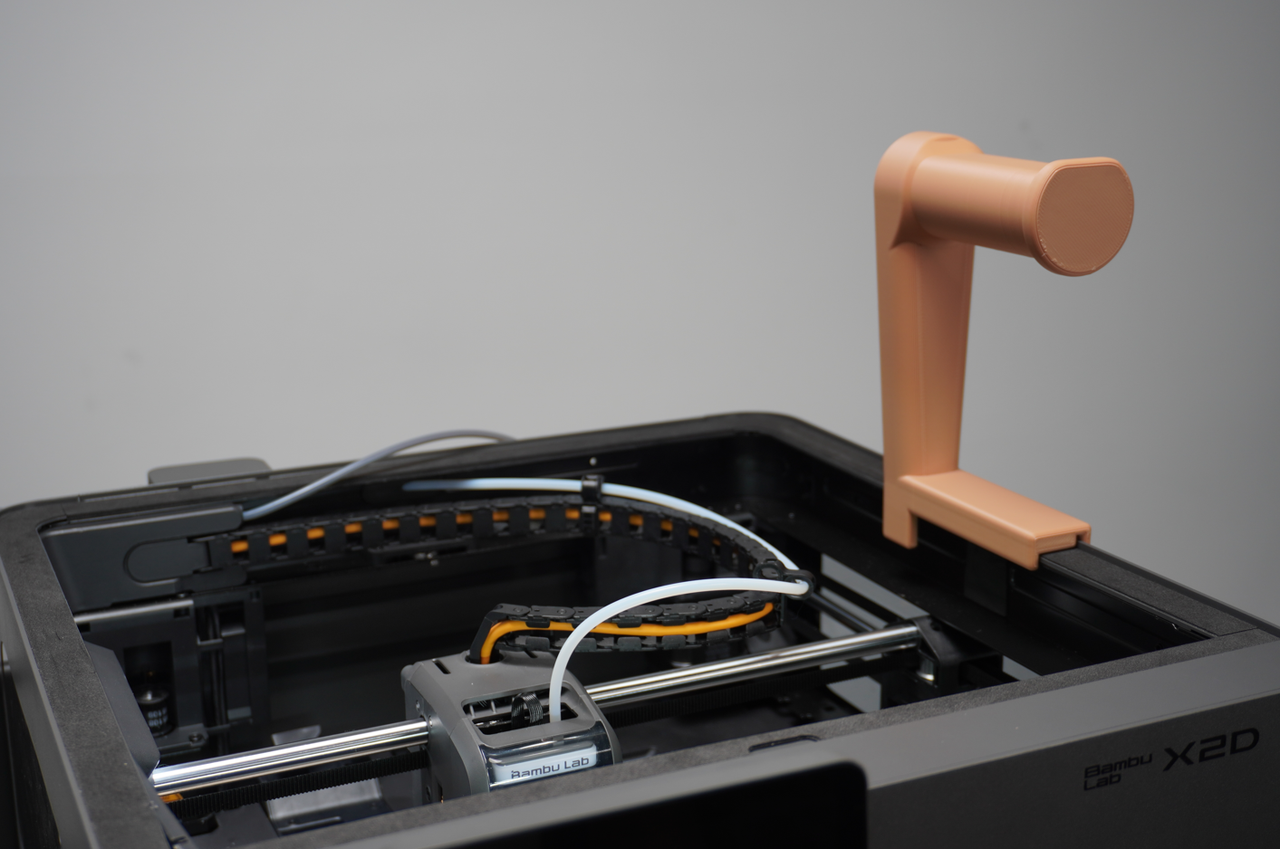
ขั้นตอนที่ 2: ดึงท่อ PTFE ออกจากคลิป แล้วจัดตำแหน่งท่อไว้ด้านหลังเครื่องตามแนวที่ไม่ขวางการป้อนเส้น
ขั้นตอนที่ 3: ติดตั้ง TPU top-mounted spool holder แล้ววางสปูล TPU ลงบน holder ให้สปูลหมุนได้อย่างอิสระ
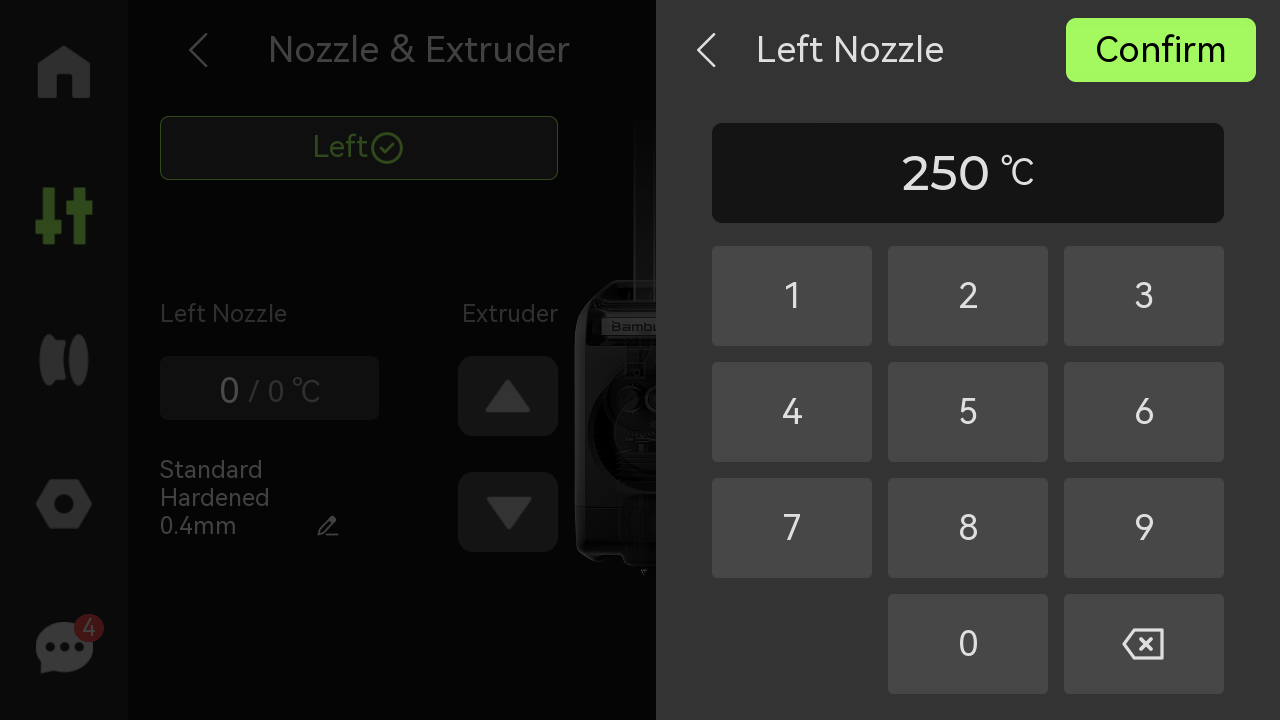
ขั้นตอนที่ 4: ที่หน้าจอเครื่อง ให้ตั้งอุณหภูมิ main hotend เป็น 250 °C ก่อนเริ่มป้อนเส้น
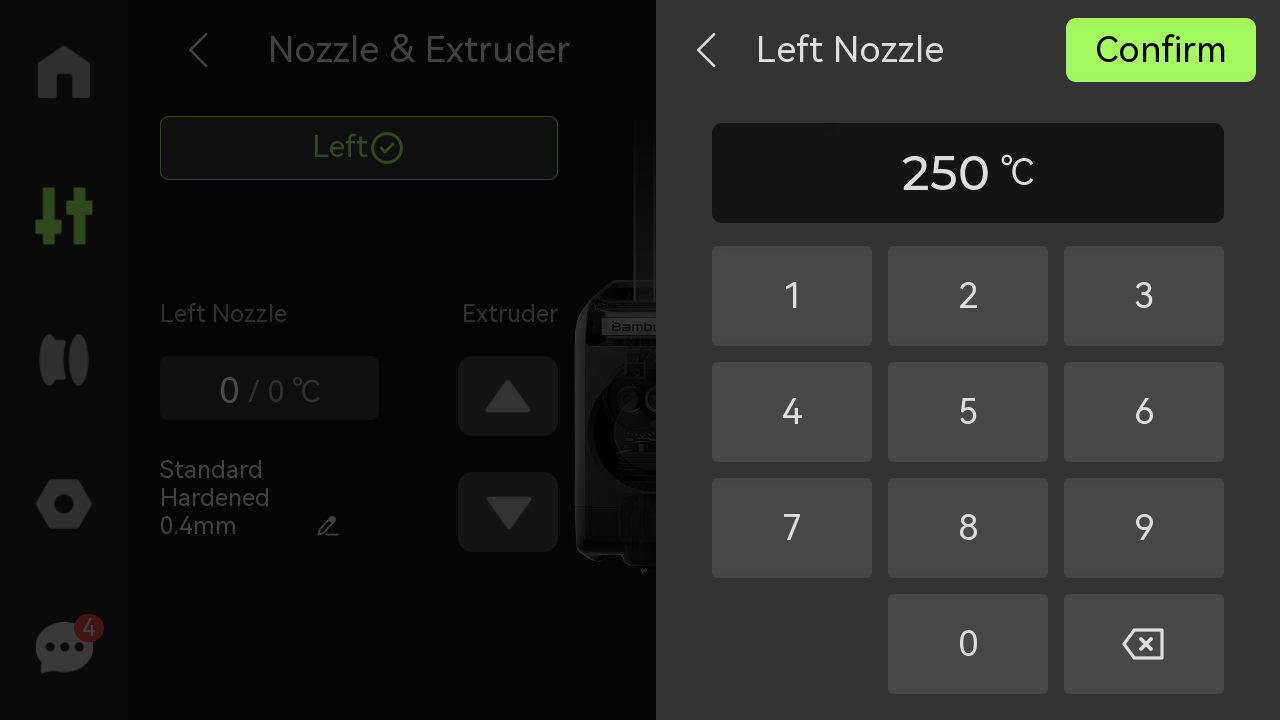
ขั้นตอนที่ 5: หลัง hotend ร้อนถึงอุณหภูมิแล้ว ให้สอดเส้น TPU เข้าไปใน extruder โดยตรง จากนั้นแตะปุ่ม load หรือปุ่มลูกศรลงอย่างช้า ๆ จนเห็นว่าเส้น extrude ออกมาอย่างสม่ำเสมอ จึงถือว่าโหลดเส้นเสร็จ
ห้ามแตะปุ่ม load ซ้ำ ๆ อย่างรวดเร็ว เพราะ TPU อาจพันรอบเฟือง extruder และทำให้เกิดการอุดตันได้
5.3 ขั้นตอนการ unload TPU 90A หรือ TPU 85A
เมื่อต้องการถอดเส้นออก ให้แตะหน้าจอและตั้งอุณหภูมิ main hotend เป็น 250 °C ก่อน จากนั้นบีบเส้น TPU ไว้ แตะปุ่ม unload หรือปุ่มลูกศรขึ้นอย่างช้า ๆ และค่อย ๆ ดึงเส้นออกตามจังหวะที่เฟืองหมุนถอยหลัง
หลังดึงเส้นออกแล้ว ให้เดินท่อ PTFE ของ main nozzle กลับตามคลิปของ cable chain และเสียบท่อกลับเข้าช่อง filament inlet ของ toolhead ให้เรียบร้อย เพื่อให้เครื่องกลับสู่สภาพพร้อมใช้งานกับเส้นทางป้อนเส้นปกติ
6. ใช้ TPU Feed Assist Module
TPU Feed Assist Module เป็นอุปกรณ์เสริมที่ออกแบบมาเพื่อช่วยการพิมพ์วัสดุ flexible filament โดยเฉพาะ อุปกรณ์นี้รองรับการพิมพ์ TPU แบบปิด chamber และป้อนเส้นผ่านช่อง TPU-dedicated inlet โดยตรง ช่วยลดแรงต้านการป้อนเส้น ไม่ว่าม้วนเส้นจะอยู่ในทิศทางใด และช่วยลดปัญหาเส้นติดหรือขาดระหว่างพิมพ์

ถ้าต้องพิมพ์ TPU 90A หรือ TPU 85A เป็นประจำ การใช้ module ลักษณะนี้จะช่วยให้เส้นทางป้อนเส้นเสถียรกว่าและลดความเสี่ยงที่เส้นนิ่มจะคด งอ หรือเกิดแรงต้านสูงเกินไป อย่างไรก็ตาม ขั้นตอนประกอบและการใช้งาน module ควรอ้างอิงคู่มือเฉพาะของ Bambu Lab ตามที่ต้นฉบับแนะนำ
7. ค่าพารามิเตอร์และตำแหน่งวางโมเดล
ค่าพารามิเตอร์เฉพาะควรปรับตามลักษณะของโมเดลที่พิมพ์ นอกเหนือจาก Preset ที่มีอยู่ในโปรไฟล์ของเครื่องหรือใน Slicer สำหรับ TPU 85A และ TPU 90A แนะนำอุณหภูมิพิมพ์ที่ 225 ℃ , อุณหภูมิฐาน heatbed ที่ 30–35 ℃ และไม่จำเป็นต้องเปิด chamber heating
รายการตั้งค่า | คำแนะนำ |
|---|---|
Nozzle temperature สำหรับ TPU 85A และ TPU 90A | 225 ℃ |
Heatbed temperature | 30–35 ℃ |
Chamber heating | ไม่จำเป็นต้องเปิด |
Volumetric speed limit | คงค่า default ไว้ ไม่แนะนำให้เพิ่มความเร็วพิมพ์ |
Dynamic flow calibration | เลือก Auto หรือ Off |
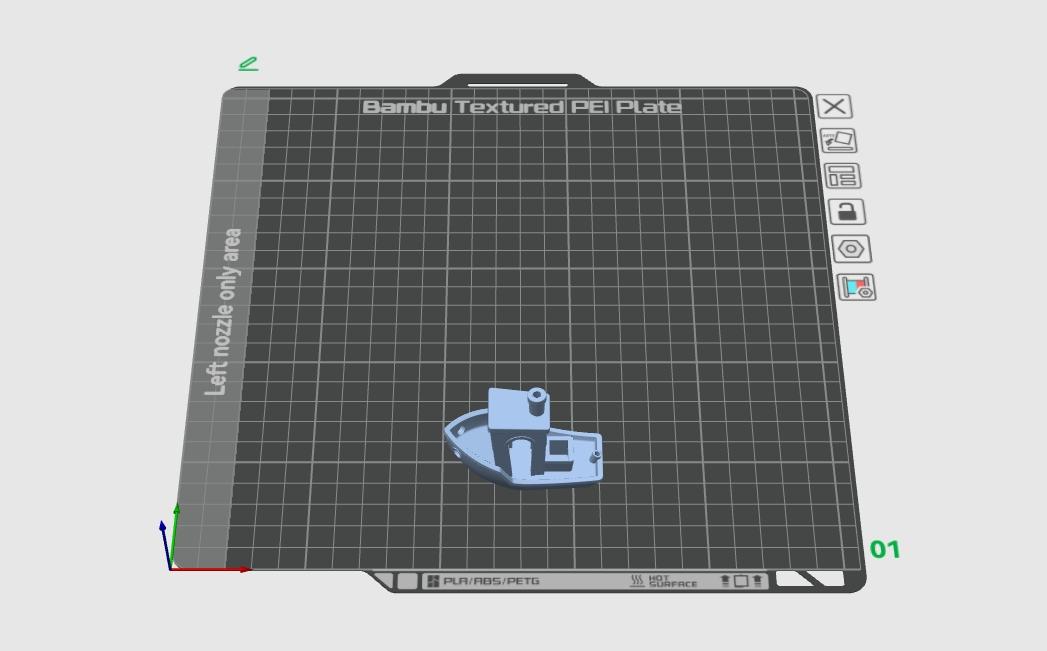
ตำแหน่งวางโมเดล | วางไว้ช่วงกลางค่อนไปด้านหน้าของ build plate |
เหตุผลของการวางโมเดลไว้บริเวณกลางค่อนไปด้านหน้าของฐาน build plate คือช่วยลดแรงเสียดทานระหว่างเส้น TPU กับท่อ PTFE สำหรับ TPU ที่นิ่มมาก การลดแรงเสียดทานในเส้นทางป้อนเส้นมักส่งผลต่อความเสถียรของงานพิมพ์มากกว่าที่หลายคนคาดไว้
8. สรุปแนวทางเลือกวิธีป้อนเส้น TPU
หากต้องการพิมพ์ TPU บน X2D ให้เริ่มจากการเลือกชนิด TPU แล้วเลือกเส้นทางป้อนเส้นให้เหมาะสม TPU 95A HF ควรใช้ตัวแขวนเส้นด้านนอก external spool ส่วน TPU 90A และ TPU 85A ควรใช้ top-mounted spool holder หรือ TPU Feed Assist Module เพื่อลดแรงต้านระหว่างการป้อนเส้น
สถานการณ์ | แนวทางที่แนะนำ |
|---|---|
พิมพ์ TPU 95A HF | ใช้ external spool และต่อท่อ PTFE เข้าช่อง extruder ฝั่งซ้าย |
พิมพ์ TPU 90A หรือ TPU 85A แบบทั่วไป | ใช้ top-mounted spool holder และโหลดเส้นเข้าทาง extruder โดยตรง |
พิมพ์ TPU นิ่มเป็นประจำ หรือต้องการลดปัญหาเส้นติด | พิจารณาใช้ TPU Feed Assist Module |
ใช้ hotend เดิมที่เคยพิมพ์วัสดุอื่น | ตรวจเศษวัสดุค้าง และทำ cold pull ด้วย PLA/PETG 2–3 ครั้งหากจำเป็น |
ใช้ Textured PEI Plate | ไม่ควรทากาว เพราะ TPU อาจยึดเกาะมากเกินไป |
9. ก่อนเริ่มพิมพ์จริง ควรตรวจอะไรบ้าง
ก่อนกดเริ่มพิมพ์ ควรตรวจให้ครบ 5 เรื่องหลัก ได้แก่ เส้น TPU แห้งและเก็บมาดี, หัวฉีด hotend ถูกชนิด, ตัวดันเส้น เกียร์ใน extruder และ ใบมีดตัดเส้นอยู่ในสภาพสมบูรณ์, ฐานพิมพ์ build plate เหมาะสมและใช้กาวถูกวิธี และเส้นทางป้อนเส้นไม่มีจุดฝืดหรือมุมหักงอ ขั้นตอนเหล่านี้ช่วยลดโอกาสเกิดปัญหา clog, under-extrusion, เส้นพันเฟือง หรือชิ้นงานหลุดจากแผ่นพิมพ์ระหว่างทำงาน
หากทำตามขั้นตอนแล้วยังพบปัญหาซ้ำ เช่น เส้นไม่ออก หัวฉีดตัน เส้นลื่นที่เฟือง หรือผิวงานมีฟองจากความชื้น ควรเก็บข้อมูลให้ครบก่อนส่งให้ทีมซัพพอร์ต เช่น ชนิด TPU, ขนาด hotend, รูปแบบการป้อนเส้น, อุณหภูมิที่ใช้, รูปชิ้นงานเสีย และ log ของเครื่อง เพื่อให้วิเคราะห์สาเหตุได้แม่นยำขึ้น