การแก้ปัญหาหัวฉีดตัน เส้นไม่ออก
หัวฉีดตันเป็นปัญหาที่พบได้ในการพิมพ์ 3 มิติ โดยเฉพาะเมื่อใช้เส้นที่มีอุณหภูมิพิมพ์ไม่เหมาะสม เส้นมีสิ่งปนเปื้อน หรือมีอนุภาคขนาดเล็ก เช่น carbon fiber หรือ wood-filled filament สะสมอยู่บริเวณปลายหัวฉีด อาการที่มักพบคือเส้นไม่ออกจากหัวฉีดเลย หรือเส้นออกน้อยผิดปกติจนทำให้งานพิมพ์เกิดช่องว่างและผิวงานไม่สมบูรณ์
รายการ | รายละเอียด |
|---|---|
รุ่นเครื่องที่เกี่ยวข้อง | Bambu Lab X2D |
อาการที่คู่มือนี้ครอบคลุม | หัวฉีดตัน, เส้นไม่ออก, under-extrusion, มีเศษเส้นค้างใน hotend หรือ cold end |
วิธีที่ใช้ในบทความ | Cleaning needle, built-in Nozzle Cold Pull Maintenance, hot hex wrench |
เครื่องมือหลัก | Cleaning needle, pliers, ถุงมือกันความร้อน, เส้น filament ชิ้นสั้น, ประแจหกเหลี่ยม H1.5 และ H2.0 |
1. ก่อนเริ่มงาน: อาการหัวฉีดตันและสิ่งที่ต้องเตรียม
อาการหัวฉีดตันมักสังเกตได้จากการที่เครื่องไม่สามารถฉีดหรือ extrude เส้นออกจาก nozzle ได้ แม้จะสามารถดันเส้นออกจาก extruder ได้หลังถอด nozzle แล้ว หรือพบว่าเส้นออกน้อยกว่าปกติจนทำให้งานพิมพ์เกิดช่องว่าง หากหัวฉีด ไม่สามารถ purge เส้นออกมาได้เลย แนะนำให้เริ่มจากการใช้ เข็มทะลวงหัวฉีด unclogging needle แล้วตามด้วยการทำ cold pull
ก่อนเริ่มงานควรเตรียมเครื่องมือให้ครบ เพราะบางขั้นตอนต้องทำขณะที่หัวฉีดมีอุณหภูมิสูง และบางขั้นตอนต้องดึงเส้นออกอย่างต่อเนื่อง หากหยุดกลางคันหรือหาเครื่องมือระหว่างทำงาน อาจทำให้เส้นเย็นตัวและติดค้างได้ง่ายขึ้น

เครื่องมือ / วัสดุ | หน้าที่ |
|---|---|
เข็มทะลวงหัวฉีด | ใช้แทงเปิดทางที่ปลาย nozzle และดันเศษเส้นที่ติดอยู่ |
Pliers หรือคีม | ใช้จับชิ้นส่วนร้อน จับประแจหกเหลี่ยม หรือดึงเศษเส้น |
ถุงมือกันความร้อน | ป้องกันการลวกจาก nozzle, hotend และเศษเส้นร้อน |
เส้นพลาสติก PLA / PETG | ใช้สำหรับป้อนเข้าไปเพื่อทำ cold pull |
ประแจหกเหลี่ยม | ใช้กับงานถอดชิ้นส่วน และใช้ H1.5 ในวิธี hot hex wrench |
2. คำเตือนด้านความปลอดภัย
การซ่อมบำรุงบริเวณ toolhead, hotend และสายไฟภายในเครื่องควรทำอย่างระมัดระวัง ปิดเครื่องและถอดปลั๊กก่อนทำงานซ่อมบำรุง โดยเฉพาะเมื่อต้องถอดชิ้นส่วนหรือทำงานใกล้วงจรไฟฟ้า เพราะหากชิ้นส่วนโลหะหรือสายไฟสัมผัสกันในขณะที่เครื่องยังเปิดอยู่ อาจเกิดไฟฟ้าลัดวงจรและทำให้อุปกรณ์อิเล็กทรอนิกส์เสียหายได้
ขั้นตอนนี้มีการทำงานกับชิ้นส่วนที่มีอุณหภูมิสูง จึงมีความเสี่ยงต่อการลวกหรือไหม้ ควรสวมถุงมือกันความร้อนทุกครั้งเมื่อจับ nozzle, hotend หรือชิ้นส่วนที่เพิ่งถูกให้ความร้อน และไม่ควรยื่นใบหน้าเข้าไปใกล้ห้องพิมพ์ระหว่างใช้ cleaning needle เพราะแรงดันภายใน nozzle อาจดันเศษเส้นร้อนให้กระเด็นออกมาได้
3. วิธีที่ 1: แก้หัวฉีดตันด้วยเข็มทะลวง
หากหัวฉีด ไม่สามารถ extrude เส้นได้ ให้เริ่มจากการใช้เข็มทะลวง cleaning needle เพื่อเปิดทางที่ปลายหัวฉีดก่อน จากนั้นจึงค่อยทำ cold pull เพื่อดึงเศษเส้นและสิ่งตกค้างออกจากภายใน Hotend วิธีนี้เหมาะสำหรับอาการตันที่ยังไม่รุนแรงมาก หรือใช้เป็นขั้นตอนเตรียมก่อนทำ cold pull
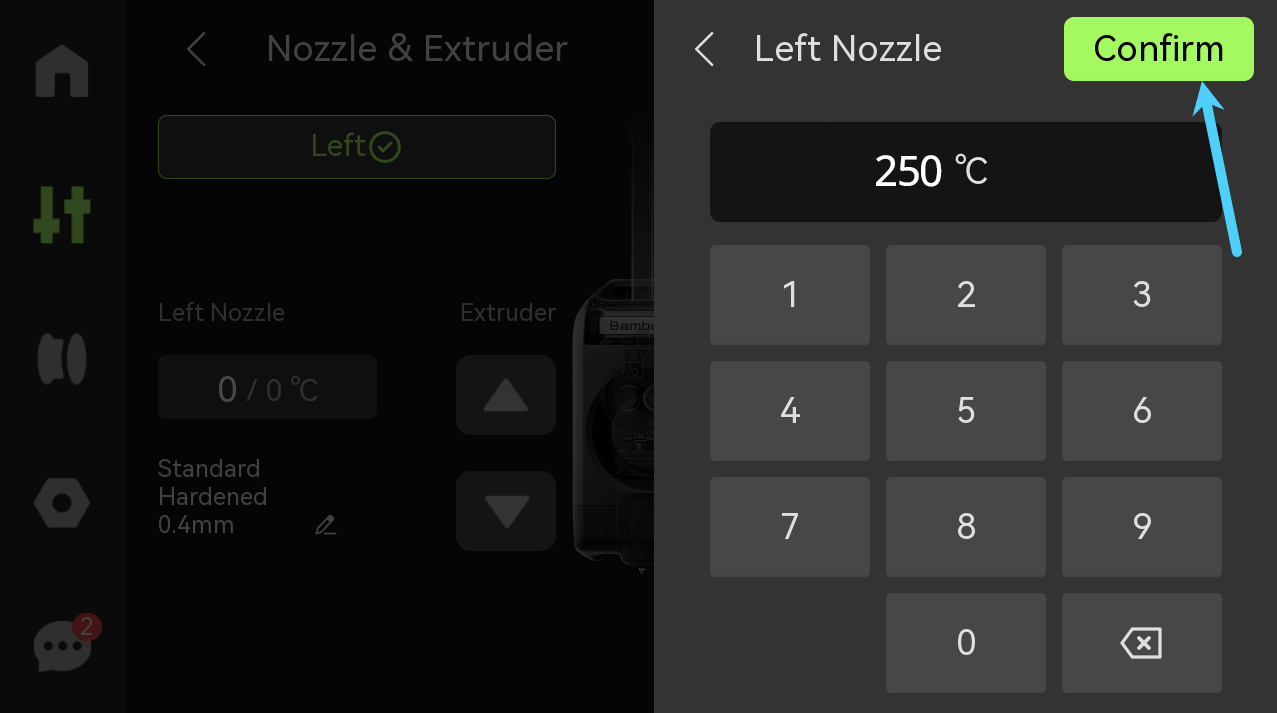
ในตัวอย่างใช้เส้น PLA เป็นพลาสติกอ้างอิง โดยให้รอจน nozzle มีอุณหภูมิถึงประมาณ 250 °C แล้วจึงสอดเข็มทะลวง เข้าไปที่ปลาย nozzle จากนั้นขยับเข็มขึ้นลงซ้ำ ๆ เพื่อช่วยเปิดทางของรูหัวฉีด
หลังจากเปิดทางที่ปลายหัวฉีด แล้ว ขณะที่ hotend ยังร้อนอยู่ ให้ถอด nozzle ออก แล้วใช้ cleaning needle ดันเศษเส้นที่ตกค้างออกจากทางเข้าของ hotend จากนั้นใช้คีมปากแหลมคีบเศษเส้นออกให้หมด ก่อนถอด cleaning needle และติดตั้ง nozzle กลับเข้าที่

เมื่อติดตั้งกลับแล้ว ให้ตั้งอุณหภูมิ hotend สูงกว่าค่าแนะนำของพลาสติกที่ใช้อยู่เล็กน้อย แล้วลองสั่ง manual extrusion เพื่อตรวจว่าเส้นไหลออกจากหัวฉีดได้ปกติหรือไม่ หากเส้นยังออกไม่สม่ำเสมอ หรือยังมีอาการ under-extrusion ให้ทำ cold pull ตามขั้นตอนถัดไป
ผลที่เห็นหลังทดสอบ extrude | แนวทางต่อไป |
|---|---|
เส้นออกต่อเนื่องและมีขนาดสม่ำเสมอ | ใช้งานต่อได้ แต่ควรพิมพ์ทดสอบชิ้นเล็กก่อนกลับไปพิมพ์งานจริง |
เส้นออกบ้างไม่ออกบ้าง หรือมีเส้นบางผิดปกติ | ทำ cold pull ต่อเพื่อดึงเศษตกค้างออกจาก hotend |
เส้นไม่ออกเลย | ตรวจซ้ำว่าหัวฉีดร้อนถึงอุณหภูมิหรือไม่ แล้วทำ cold pull หรือใช้วิธี Hot Hex Wrench หากสงสัยว่าเส้นติดที่ cold end |
4. วิธีที่ 2: ทำ Cold Pull ด้วยฟังก์ชัน Nozzle Cold Pull Maintenance
Bambu Lab X2D มีฟังก์ชัน Nozzle Cold Pull Maintenance ในตัวเครื่อง เพื่อช่วยควบคุมลำดับการให้ความร้อน , purge เส้น , ลดอุณหภูมิ และดึงเส้นออกอย่างเป็นขั้นตอน การใช้ฟังก์ชันนี้เหมาะกับการทำความสะอาดภายในชุดหัวฉีด หลังจากใช้ Cleaning needle แล้วอาการยังไม่หาย หรือเมื่อสงสัยว่ามีเศษวัสดุค้างอยู่ในทางเดินเส้น
4.1 ขั้นตอน Cold Pull สำหรับหัวฉีดขวา
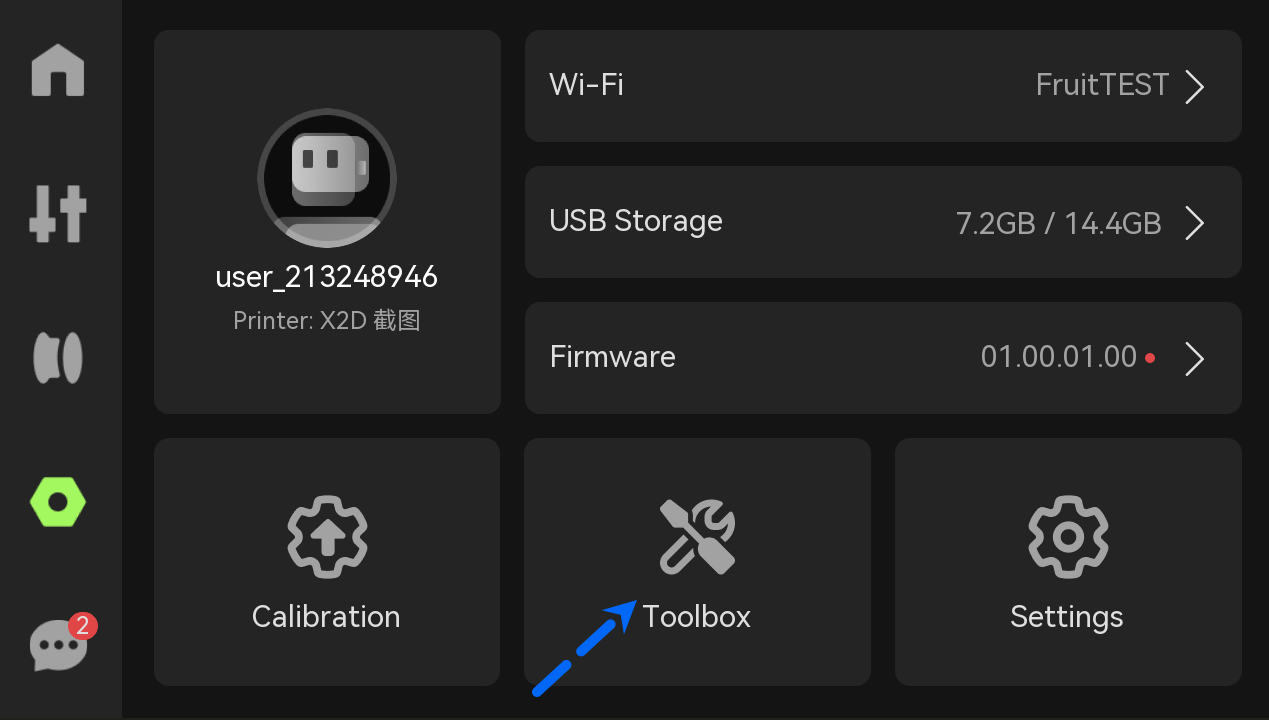
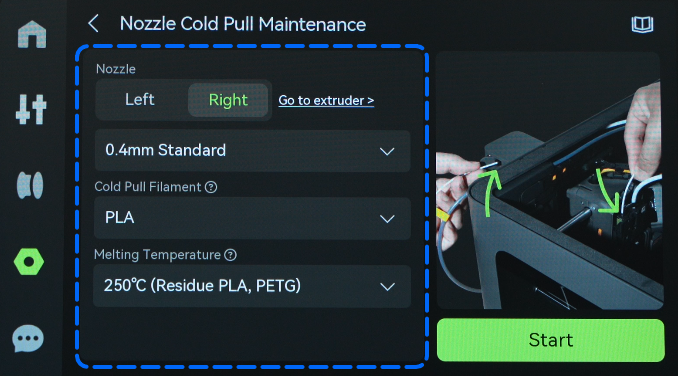
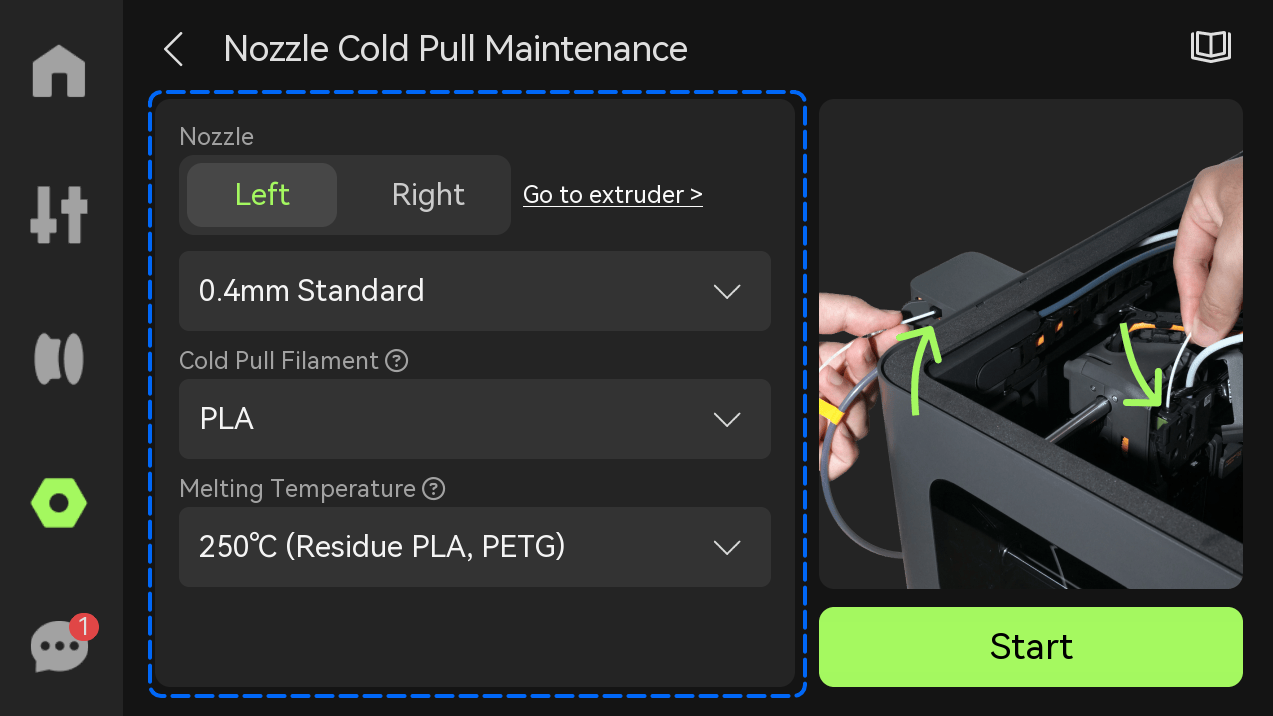
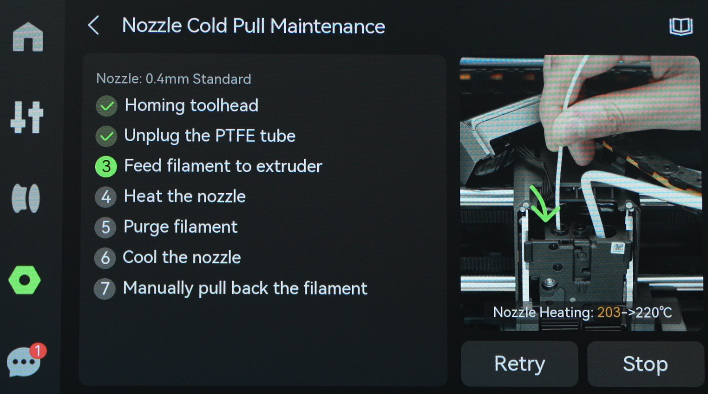
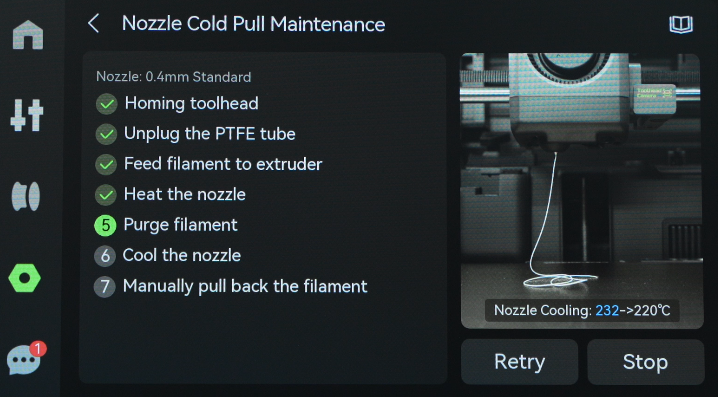
ขั้นตอนที่ 1: ที่หน้าจอเครื่อง ให้เข้าไปที่หน้า Toolbox แล้วเลือก Nozzle Cold Pull Maintenance จากนั้นเลือกสเปกให้ตรงกับขนาด nozzle และชนิดวัสดุที่ตกค้างอยู่ เช่น nozzle 0.4 mm และมี PLA ค้างอยู่ภายใน เมื่อเลือกครบแล้วให้ยืนยันและกด Start
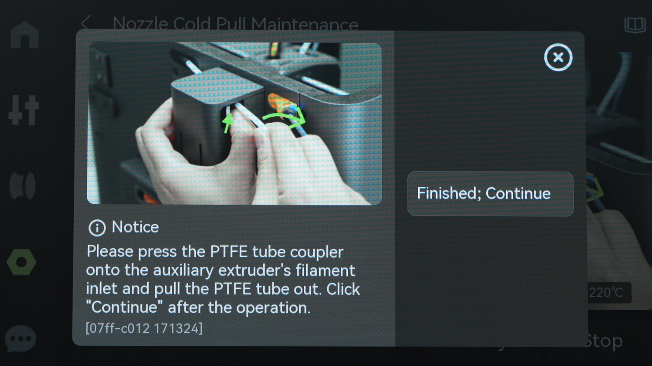
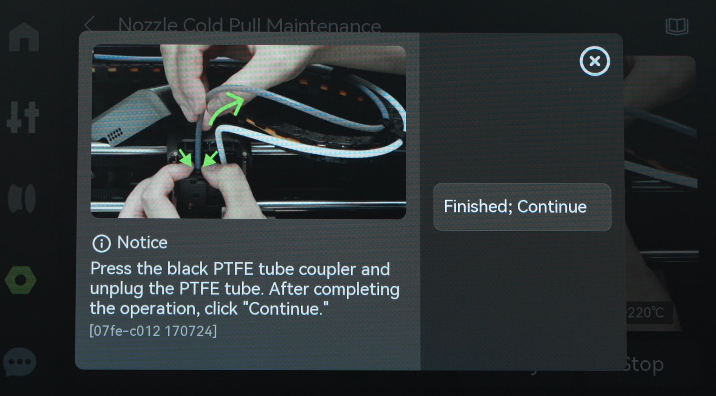
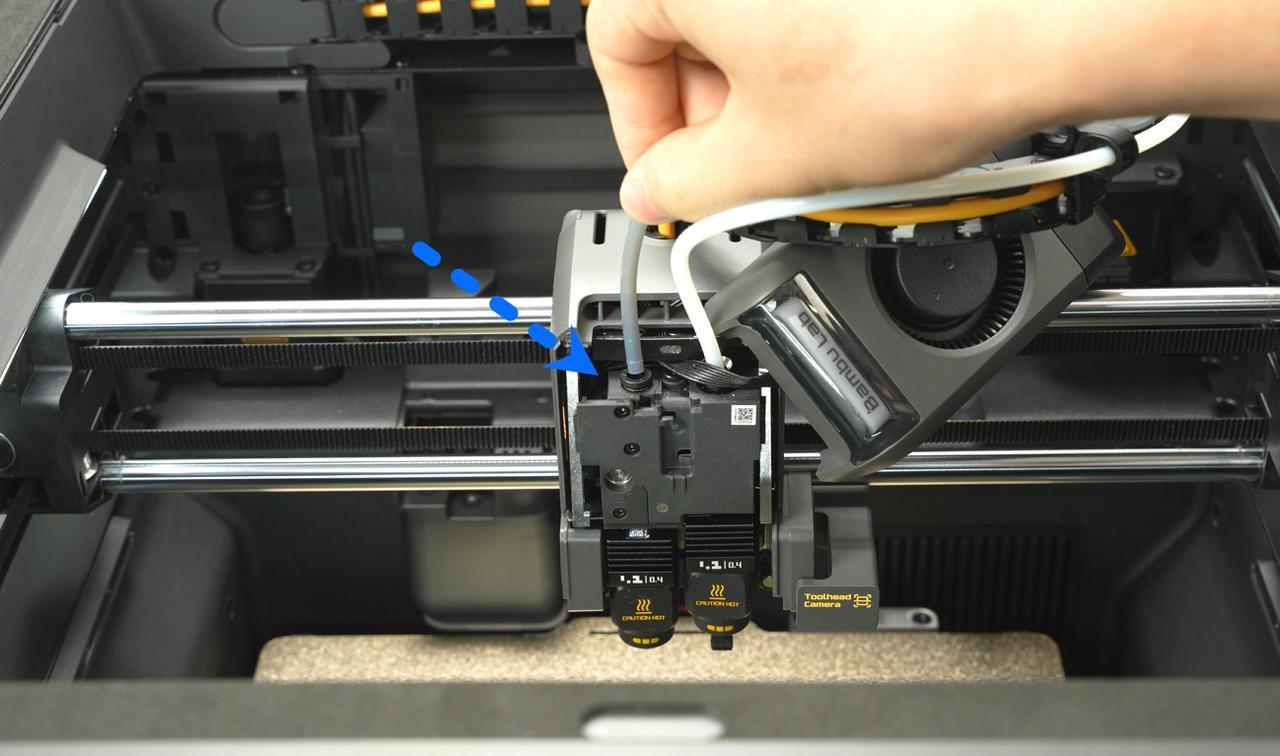
ขั้นตอนที่ 2: ทำตามคำแนะนำบนหน้าจอ โดยให้ถอดท่อ PTFE ที่ด้านหลังของเครื่องออกก่อน เพื่อเตรียมเส้นทางป้อนเส้นสำหรับขั้นตอน cold pull
การถอดท่อ PTFE ต้องกดขอบ ก่อนถึงจะดึงท่อ PTFE ออกมาได้

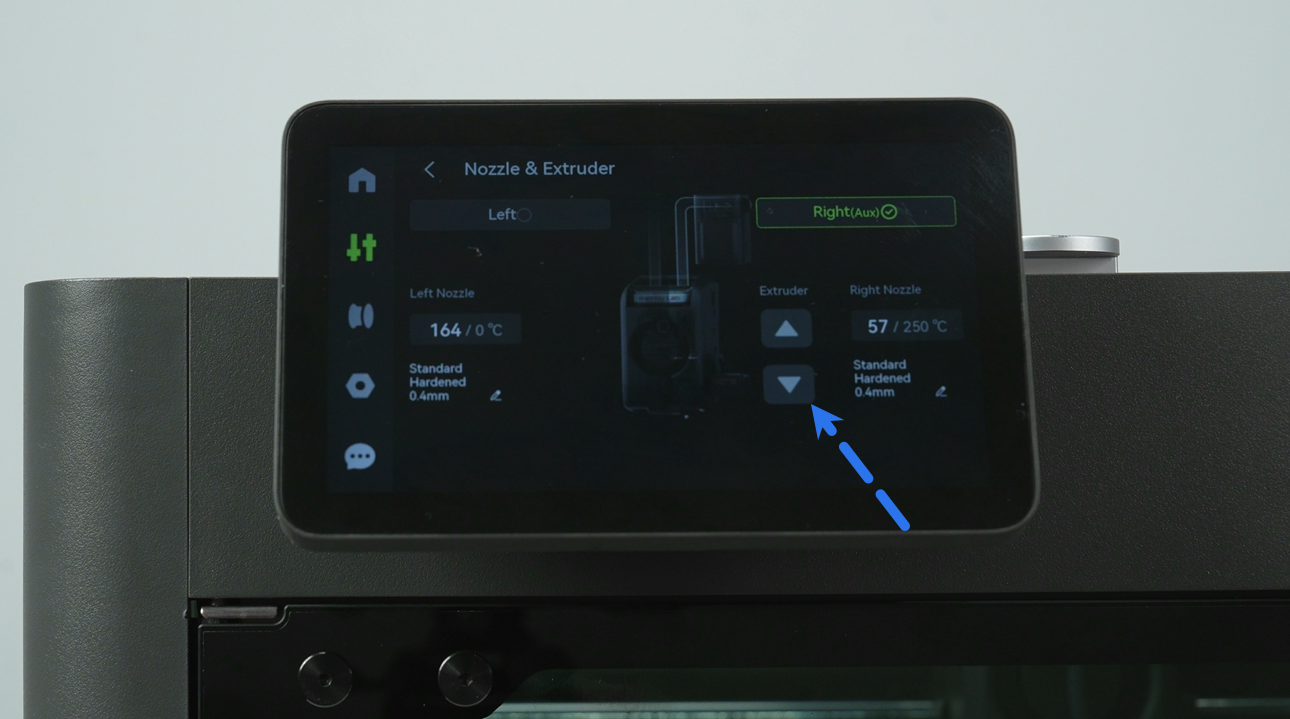
ขั้นตอนที่ 3: เมื่อเครื่องแจ้งให้ใส่เส้นจาก auxiliary extruder ให้ป้อนเส้นเข้า extruder ด้วยมืออย่างช้า ๆ และตรงแนว อย่าฝืนดันแรงเกินไป เพราะหากเส้นงอหรือบิด อาจทำให้ป้อนเส้นผิดแนวและเกิดปัญหาเพิ่มได้

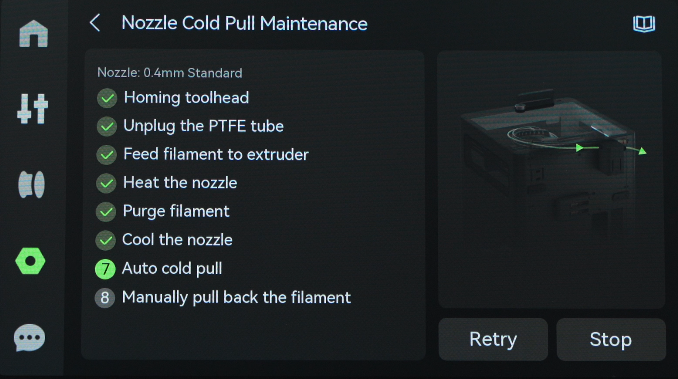
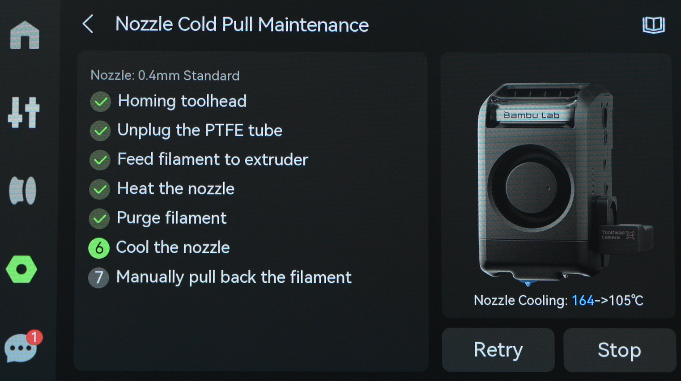
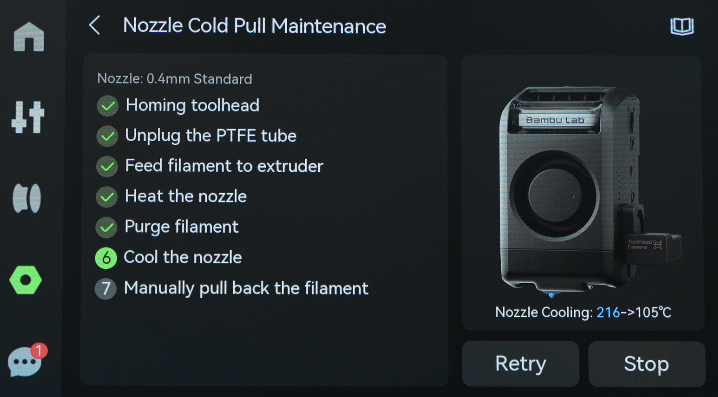
ขั้นตอนที่ 4: รอให้เครื่องทำงานตามลำดับอัตโนมัติ ได้แก่ heating, purging, cooling และ cold pull ระหว่างนี้ไม่ควรถอดเส้นหรือขยับชิ้นส่วนเอง เว้นแต่หน้าจอเครื่องจะแจ้งให้ทำ
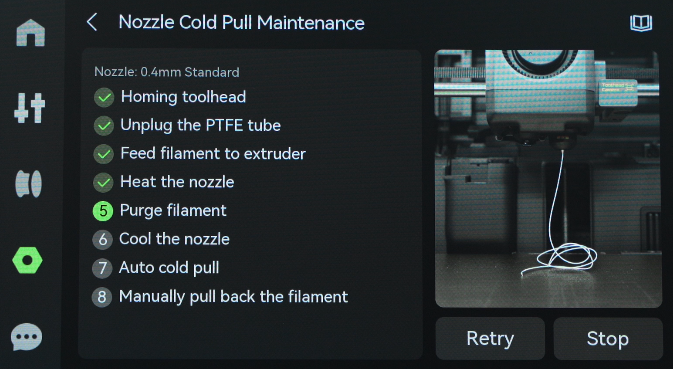
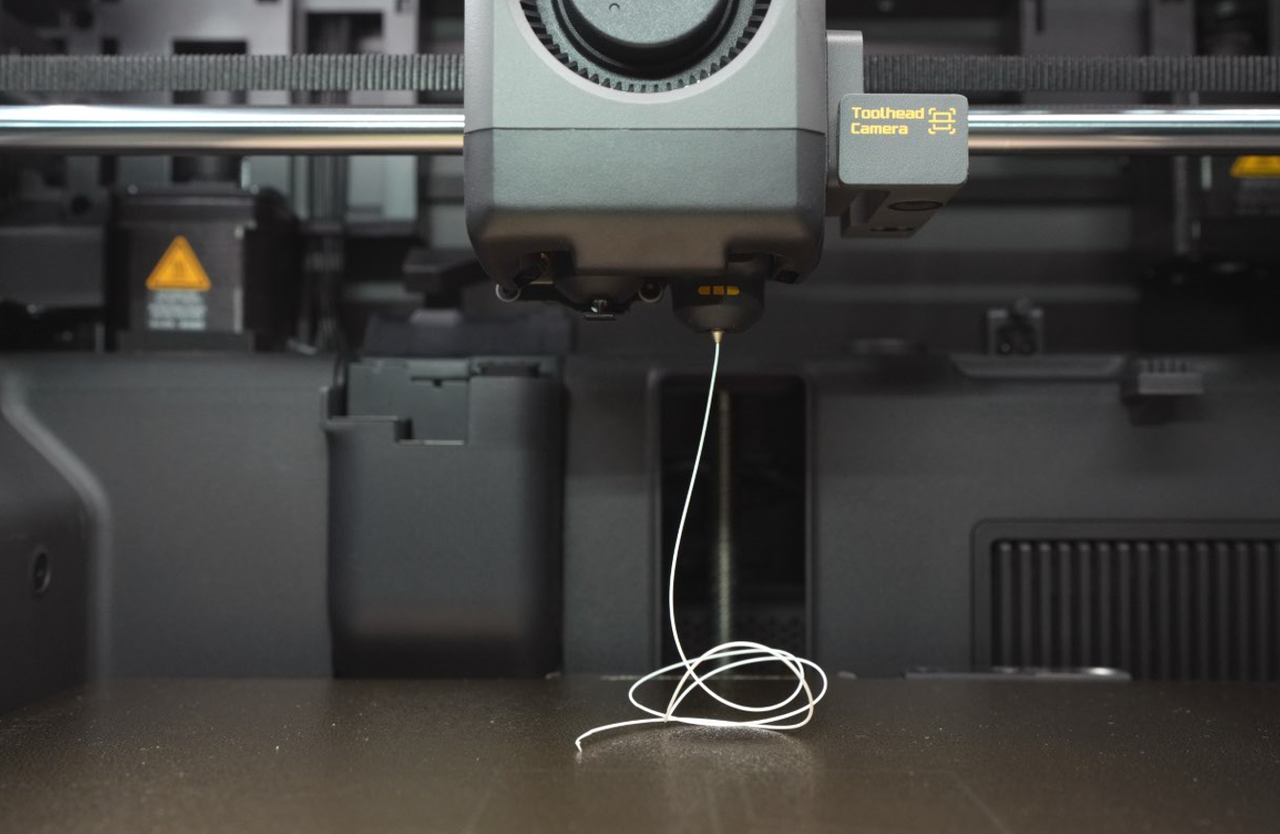
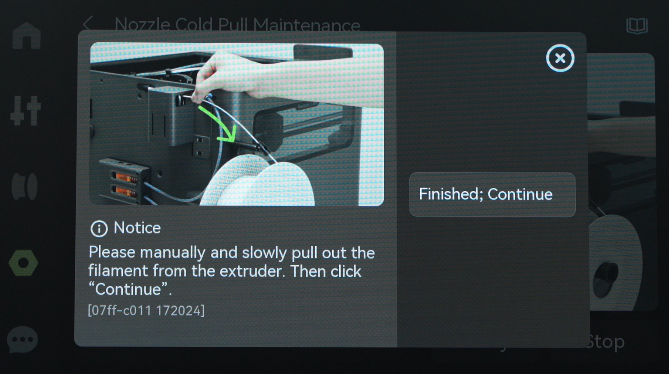
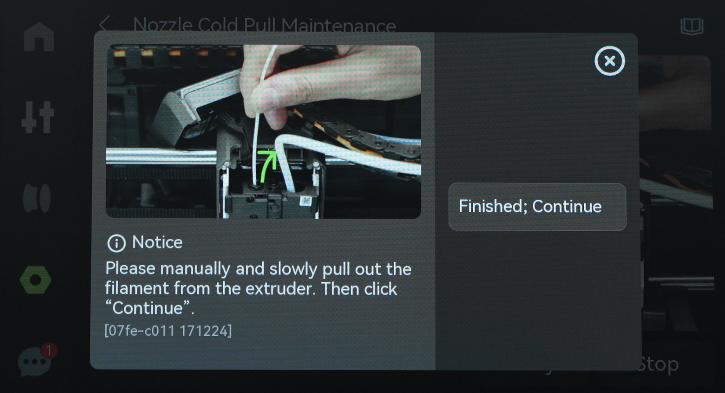
ขั้นตอนที่ 5: หลัง cold pull เสร็จ หน้าจอจะให้ถอดเส้นออก ให้ค่อย ๆ ดึงเส้นออกอย่างช้า ๆ และสม่ำเสมอ หากดึงกระชากเร็วเกินไป อาจทำให้ปลายเส้นขาดและมีเศษวัสดุค้างอยู่ใน hotend ได้
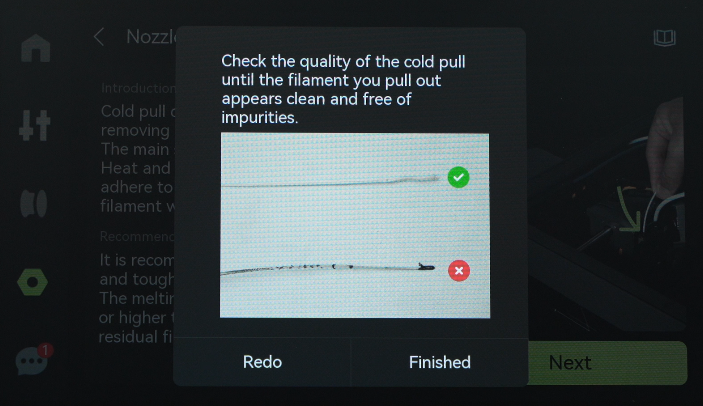
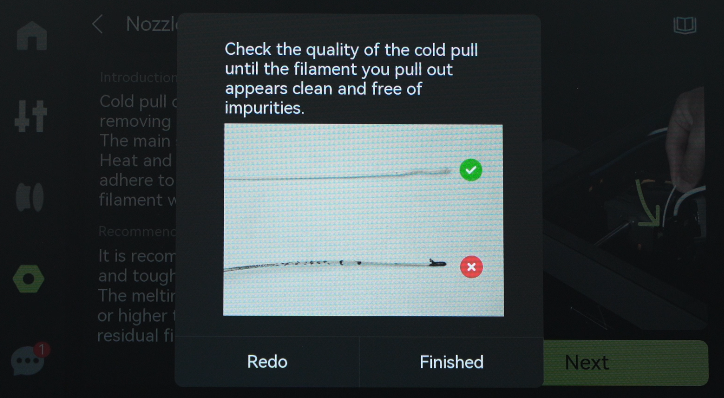
ขั้นตอนที่ 6: ตรวจปลายเส้นที่ดึงออกมา หากรูปทรงปลายเส้นสมบูรณ์และไม่มีคราบดำหรือเศษสกปรกมาก แสดงว่าการ cold pull ได้ผลดี แต่ถ้ายังเห็นคราบสีดำหรือเศษวัสดุติดอยู่ ให้ใช้คีมตัดปลายที่สกปรกออก แล้วทำ cold pull ซ้ำจนปลายเส้นสะอาด โดยการกดปุ่ม Redo เพื่อทำซ้ำ


4.2 ขั้นตอน Cold Pull สำหรับหัวฉีดซ้าย
ขั้นตอนของหัวฉีดซ้ายใกล้เคียงกับหัวฉีดขวา แต่ตำแหน่งทางเดินเส้นและการถอด PTFE tube ต่างกันเล็กน้อย จึงควรทำตามหน้าจอเครื่องทีละขั้น ไม่ควรใช้วิธีเดียวกับหัวฉีดขวาโดยไม่ได้ดูคำแนะนำบนจอ
ขั้นตอนที่ 1: เลือกหัวฉีดซ้าย ยืนยันสเปก nozzle และชนิดวัสดุที่ตกค้าง จากนั้นกด Start เพื่อเริ่มโปรแกรม cold pull สำหรับฝั่งซ้าย
ขั้นตอนที่ 2: หลัง printhead กลับสู่ตำแหน่ง origin แล้ว ให้ถอดฝาครอบด้านบนของเครื่องออก และแขวนชุด front cover assembly ไว้ชั่วคราวบนแกน X ตามรูป เพื่อเปิดพื้นที่ให้เข้าถึงทางเดินเส้นฝั่งซ้ายได้สะดวก

ขั้นตอนที่ 3: กด pneumatic connector สีดำตามที่หน้าจอแจ้ง แล้วถอดท่อ PTFE ออก ขั้นตอนนี้ควรทำอย่างระมัดระวัง เพื่อไม่ให้ connector หรือท่อเสียหายจากการดึงผิดมุม
ขั้นตอนที่ 4: เมื่อระบบแจ้ง ให้ป้อนเส้นเข้าไปที่ช่อง filament inlet ฝั่งซ้าย เครื่องจะจับเส้น ให้ความร้อน nozzle และเริ่ม purge โดยอัตโนมัติ ควรป้อนเส้นให้ตรงแนวและไม่บิดงอ
ขั้นตอนที่ 5: รอให้โปรแกรม cold pull ทำงานจนเสร็จอัตโนมัติ ระหว่างนี้ให้ดูหน้าจอเครื่องเป็นหลัก เพราะเครื่องจะควบคุมจังหวะ heating, purge, cooling และ cold pull ให้เอง
ขั้นตอนที่ 6: เมื่อหน้าจอแจ้ง ให้ค่อย ๆ ดึงเส้นออกด้วยมือเหมือนขั้นตอนของหัวฉีดขวา หลังดึงออกแล้วให้ตรวจปลายเส้นว่ามีเศษตกค้างหรือคราบดำหรือไม่ หากยังไม่สะอาดให้ทำซ้ำจนกว่าปลายเส้นจะสะอาด
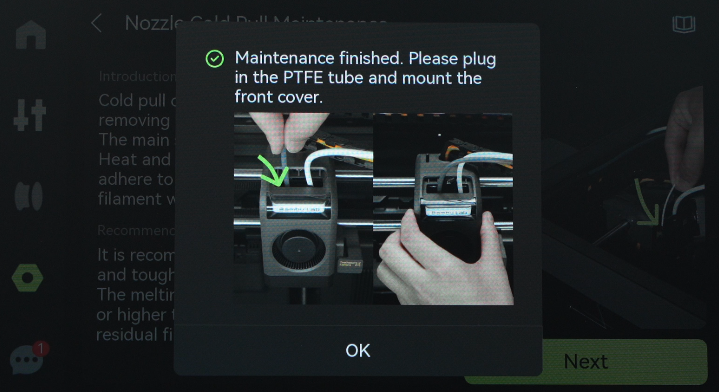
เมื่อ cold pull สำเร็จแล้ว ให้กด Finish จากนั้นใส่ท่อ PTFE และ front cover assembly กลับเข้าที่เดิม ตรวจให้แน่ใจว่าท่อ PTFE เสียบแน่นและไม่มีท่อหลุดหรือบิดงอก่อนกลับไปใช้งานเครื่องตามปกติ
จุดตรวจหลังทำ cold pull | สิ่งที่ควรเห็น |
|---|---|
ปลายเส้นที่ดึงออกมา | มีรูปทรงใกล้เคียงทางเดินภายใน nozzle และไม่มีเศษดำติดมาก |
การ extrude หลังประกอบกลับ | เส้นไหลต่อเนื่อง ไม่เป็นช่วง ๆ และไม่มีเสียงเฟืองกัดเส้นผิดปกติ |
PTFE tube | เสียบกลับแน่น ไม่มีรอยพับหรือบิดงอ |
หน้าจอเครื่อง | โปรแกรม cold pull จบสมบูรณ์และกด Finish แล้ว |
5. วิธีที่ 3: ใช้ Hot Hex Wrench ในกรณีเส้นติดที่ Cold End
หากอาการตันเกิดจากเส้นติดอยู่บริเวณ heat sink หรือ cold end อาจเกิดจากภาวะ thermal creep หรือ Heat Creep ซึ่งทำให้เส้นนิ่มหรือบวมในตำแหน่งที่ไม่ควรละลาย ในขั้นตอนต่อไปนี้ต้องถอด nozzle ออกก่อนดำเนินการ
วิธีนี้ต้องใช้ ประแจหกเหลี่ยม H1.5 ตัวเล็ก ทื่สามารถสอดเข้าไปรูใส่เส้นได้ และควรสวมถุงมือป้องกันความร้อน เพราะมีการให้ความร้อนที่ประแจและ nozzle รวมถึงมีโอกาสที่เส้นพลาสติกละลายจะหยดโดนผิวหนังได้
5.1 ให้ความร้อนที่ปลายประแจหกเหลี่ยม
ใช้คีมจับประแจหกเหลี่ยมให้มั่นคง แล้วให้ความร้อนที่ปลายประแจประมาณ 10 วินาที ระวังอย่าจับประแจส่วนที่ร้อนด้วยมือเปล่า และควรเตรียมพื้นที่ทำงานให้โล่งก่อนเริ่มขั้นตอนนี้

5.2 เสียบประแจร้อนเข้าไปที่ทางเข้าของ nozzle
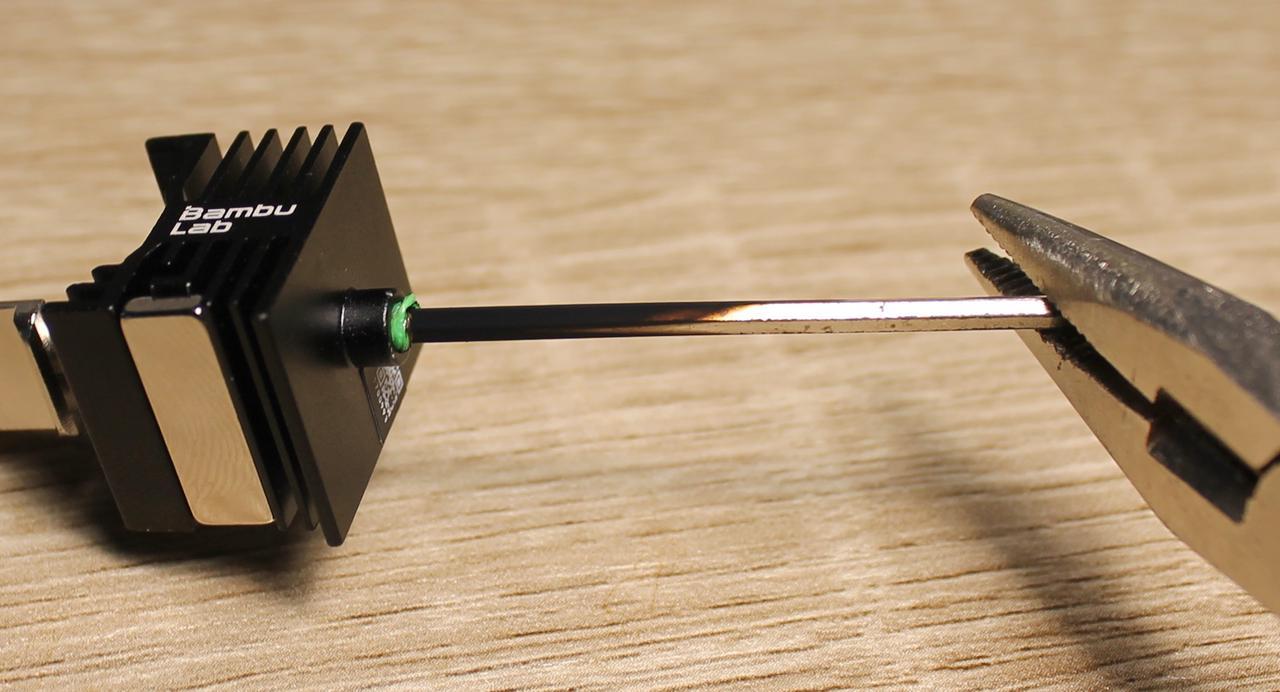
ขณะที่ปลายประแจยังร้อนอยู่ ให้รีบเสียบประแจผ่านปลาย nozzle เข้าไปจนถึงบริเวณ heat sink แล้วกดเข้าไปในเศษเส้นที่ค้างอยู่ตามภาพ จากนั้นปล่อยไว้ประมาณ 30 วินาที เพื่อให้ปลายประแจยึดติดกับเศษเส้นและเย็นตัวจนแข็ง
5.3 ให้ความร้อนที่ปลาย nozzle แล้วดึงเศษเส้นออก
เมื่อประแจติดอยู่กับเศษเส้นแล้ว ให้ให้ความร้อนที่ปลาย nozzle ประมาณ 10–20 วินาที เพื่อให้บริเวณ hot side ร้อนพอที่จะดึงประแจพร้อมเศษเส้นออกมาได้ ไม่ควรให้ความร้อนนานเกินไป และไม่ควรใช้ไฟแรงเกินความจำเป็น เพราะต้องการเพียงให้ปลาย nozzle ร้อนพอสำหรับดึงเศษเส้นออกเท่านั้น
ไม่แนะนำให้ใช้ หัวเป่าแบบแก็สกระป๋อง เพราะอาจจะทำให้หัวฉีดเสียหายได้ เพราะความร้อนสูงเกินไป พลาสติกอาจจะกลายเป็นเขม่าคาร์บอนและเคลือบติดอยู่ในหัวฉีดจนเอาไม่ออก

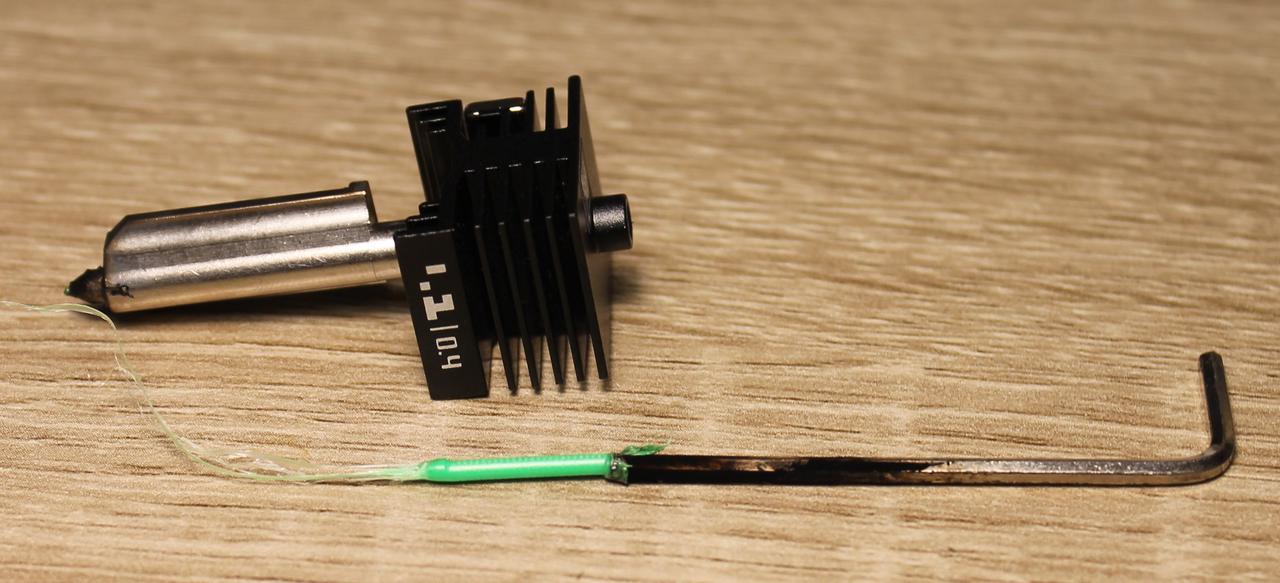
หลังให้ความร้อนประมาณ 20 วินาที ให้ค่อย ๆ ดึงประแจออกด้วยแรงสม่ำเสมอ เศษเส้นที่ติดอยู่ควรถูกดึงออกมาพร้อมประแจ หากดึงไม่ออก อย่ากระชากแรง ให้หยุดและประเมินใหม่ เพราะการออกแรงผิดมุมอาจทำให้ชิ้นส่วนเสียหายได้
6. ตรวจสอบผลหลังทำความสะอาด
หลังทำความสะอาดเสร็จ ให้ติดตั้ง nozzle กลับเข้าที่ เสียบ PTFE tube กลับให้เรียบร้อย แล้วโหลดเส้นเพื่อทดสอบการ extrude อีกครั้ง หากเส้นไหลออกมาสม่ำเสมอและไม่มีอาการ under-extrusion แสดงว่าการแก้ตันสำเร็จ แต่ถ้ายังมีอาการตันหรือเส้นออกน้อยผิดปกติ ให้ทำกระบวนการทำความสะอาดซ้ำหลายรอบตามความเหมาะสม
โดยทั่วไป วิธีในบทความนี้สามารถช่วยแก้ปัญหาหัวฉีดตันส่วนใหญ่ได้ แต่หาก nozzle อุดตันเต็มที่ เสียหาย หรือมีสิ่งสกปรกติดแน่นจนไม่สามารถดึงออกได้ การเปลี่ยนชุด nozzle assembly อาจเป็นทางเลือกที่เหมาะสมกว่า โดยเฉพาะในกรณีที่ทำความสะอาดซ้ำแล้วอาการไม่ดีขึ้น สามารถสั่งซื้อหัวฉีดได้ที่ Link นี้ หัวฉีดของ X2D จะใช้งานร่วมกับรุ่น P2 และ H2 Series ได้
อาการหลังทำความสะอาด | แนวทางแนะนำ |
|---|---|
เส้นไหลดีและสม่ำเสมอ | ประกอบเครื่องกลับ ตรวจความเรียบร้อย แล้วพิมพ์ทดสอบ |
เส้นยังออกน้อยหรือออกไม่สม่ำเสมอ | ทำ cleaning needle และ cold pull ซ้ำอีกครั้ง |
ดึงเศษเส้นออกไม่ได้ หรือสงสัยว่าเส้นติดที่ cold end | ใช้วิธี hot hex wrench อย่างระมัดระวัง หรือให้ช่างตรวจสอบ |
ทำซ้ำหลายรอบแล้วยังตัน | พิจารณาเปลี่ยน nozzle assembly |
7. หมายเหตุสำหรับการใช้งานจริง
จากประสบการณ์งานซัพพอร์ต อาการหัวฉีดตันมักไม่ได้เกิดจากสาเหตุเดียวเสมอไป บางครั้งเกิดจากอุณหภูมิพิมพ์ต่ำเกินไป บางครั้งเกิดจากเส้นมีความชื้นหรือมีเศษวัสดุผสม และบางกรณีเกิดจากการพิมพ์วัสดุผสมเส้นใยที่ต้องการ nozzle หรือค่าพิมพ์เฉพาะ ดังนั้นหลังแก้ตันแล้วควรกลับไปตรวจสภาพเส้น อุณหภูมิพิมพ์ โปรไฟล์วัสดุ และชนิด nozzle ที่ใช้งานร่วมกันด้วย
หากทำตามขั้นตอนแล้วยังแก้ปัญหาไม่ได้ ควรเก็บข้อมูลประกอบ เช่น รูปปลายเส้นหลัง cold pull, รูป nozzle, รูปหน้าจอ error, ชนิดเส้นที่ใช้, อุณหภูมิพิมพ์ และ log ของเครื่อง เพื่อให้ทีมซัพพอร์ตตรวจสอบได้แม่นยำขึ้น