แนะนำส่วนประกอบของเครื่องและหลักการทำงาน
แนะนำส่วนประกอบหลักของ Bambu Lab X2D เพื่อช่วยให้ผู้ใช้งานเข้าใจโครงสร้างสำคัญของเครื่องก่อนเริ่มใช้งานจริง การซ่อมบำรุง หรือการวิเคราะห์อาการผิดปกติ
ภาพรวมของส่วนประกอบเครื่อง X2D ไม่ใช่คู่มือแกะกล่องหรือคู่มือซ่อมทีละขั้นตอน จุดประสงค์หลักคือช่วยให้ผู้ใช้งานรู้จักตำแหน่ง หน้าที่ และความสัมพันธ์ของชิ้นส่วนสำคัญ เช่น auxiliary extruder, ระบบ Core-XY, toolhead, heatbed, adaptive airflow, filament buffer, บอร์ดควบคุม และกล้องภายในเครื่อง
ภาพรวมของ Bambu Lab X2D
X2D เป็นเครื่องพิมพ์ 3 มิติที่ใช้โครงสร้างการเคลื่อนที่แบบ Core-XY และมีระบบหัวพิมพ์แบบสองหัวฉีดที่ออกแบบให้ main extruder และ auxiliary extruder แยกตำแหน่งกันอย่างชัดเจน การเข้าใจตำแหน่งและหน้าที่ของชิ้นส่วนเหล่านี้จะช่วยให้ผู้ใช้งานสามารถสังเกตการทำงานของเครื่องได้แม่นยำขึ้น โดยเฉพาะเมื่อต้องตรวจสอบปัญหาเกี่ยวกับการป้อนเส้น การตัดเส้น การสลับหัวฉีด การระบายความร้อน หรือการพิมพ์วัสดุอุณหภูมิสูง
| กลุ่มส่วนประกอบ | หน้าที่หลัก | เหตุผลที่ควรรู้จัก |
|---|---|---|
| Auxiliary Extruder | ป้อนเส้นให้ hotend ฝั่ง auxiliary หรือหัวขวา | เกี่ยวข้องกับการใช้งานหัวฉีดที่สองและการป้อนเส้นจาก AMS หรือ external spool |
| Core-XY Motion System | ควบคุมการเคลื่อนที่ของ toolhead บนแกน X/Y | มีผลต่อความเร็ว ความนิ่ง และความแม่นยำในการพิมพ์ |
| Toolhead และ Hotend | หลอมและฉีดเส้นออกเป็นชั้นงานพิมพ์ | เป็นจุดที่เกี่ยวข้องกับ clog, extrusion และ nozzle switching มากที่สุด |
| Heatbed และ Build Plate | ทำให้ชิ้นงานยึดเกาะกับพื้นผิวพิมพ์ | มีผลต่อ warping, การ calibration และคุณภาพชั้นแรก |
| Adaptive Airflow System | ควบคุมการระบายอากาศ ความร้อน และการกรองอากาศใน chamber | สำคัญเมื่อใช้วัสดุที่ต้องการอุณหภูมิ chamber ต่างกัน |
| Filament Buffer | ช่วยควบคุมแรงตึงและตรวจจับเส้นพลาสติก คอยป้อนเส้นไปที่หัว | เกี่ยวข้องกับการป้อนเส้นจาก AMS และการตรวจจับความผิดปกติของเส้น |
| Electrical Components และ Camera | ควบคุมการทำงาน การตรวจจับ และการสื่อสารของเครื่อง | สำคัญต่อ AI detection, calibration, live view และการควบคุมเครื่อง 1 |
1. Auxiliary Extruder: จุดเด่นของระบบป้อนเส้นแบบแยกชุด
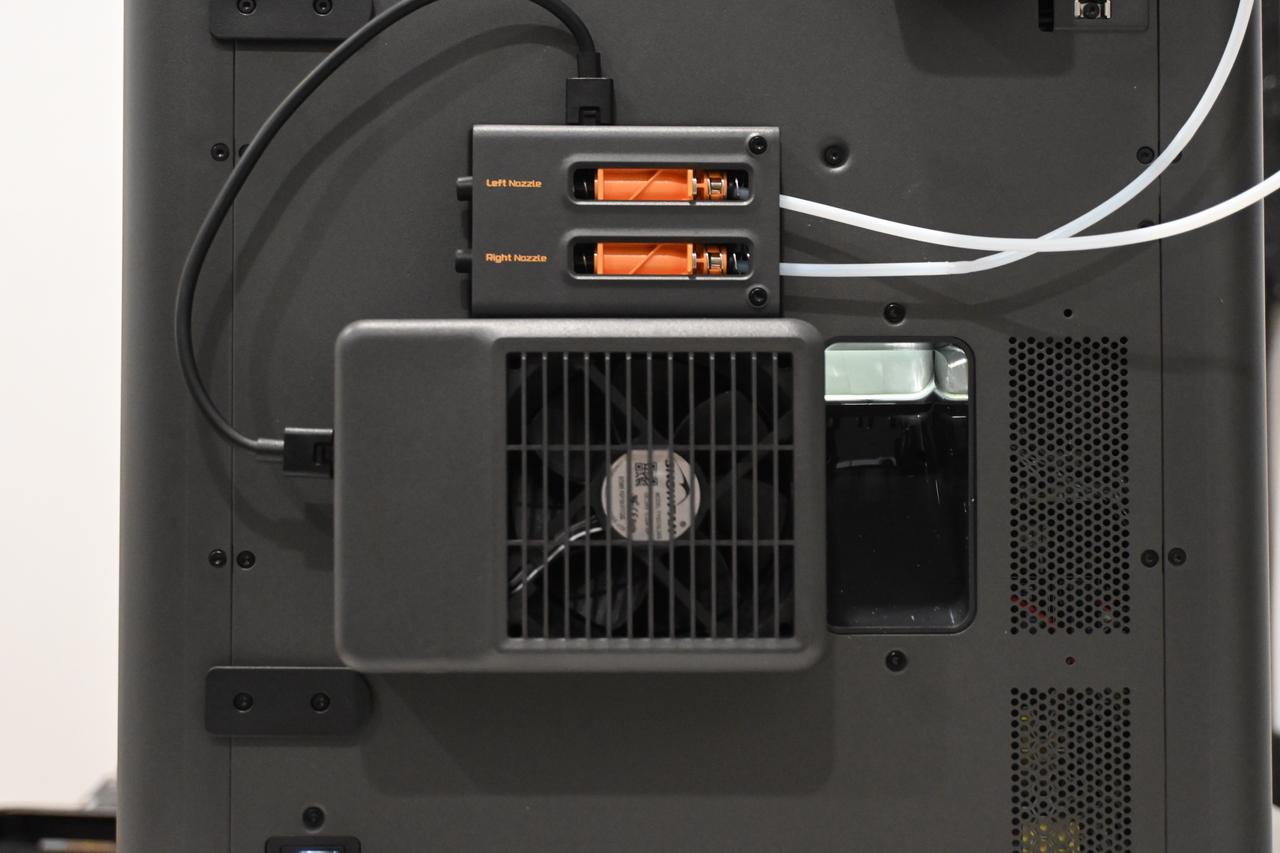
เมื่อเทียบกับเครื่อง ฏual-nozzle รุ่นอื่นของ Bambu Lab X2D ใช้แนวคิดการแยก main extruder และ auxiliary extruder ออกจากกัน โดย main extruder ที่สัมพันธ์กับ hotend ฝั่งซ้ายจะอยู่ใน toolhead ส่วน auxiliary extruder จะอยู่ฝั่งขวา และถูกติดตั้งไว้บริเวณด้านบนของแผงหลังเครื่อง การจัดวางแบบนี้ช่วยลดพื้นที่และน้ำหนักที่ต้องอยู่บน toolhead ทำให้พื้นที่พิมพ์และความคล่องตัวของการเคลื่อนที่ดีขึ้น

ในมุมการใช้งานจริง auxiliary hotend สามารถรับเส้นจาก external spool หรือกล่อง AMS ได้ ขึ้นอยู่กับรูปแบบงานพิมพ์และการจัดเส้นที่ผู้ใช้เลือก จุดนี้เป็นเหตุผลว่าทำไม X2D จึงต้องมีระบบทางเดินเส้นและ filament buffer ที่ชัดเจนกว่าการป้อนเส้นแบบหัวเดียวทั่วไป
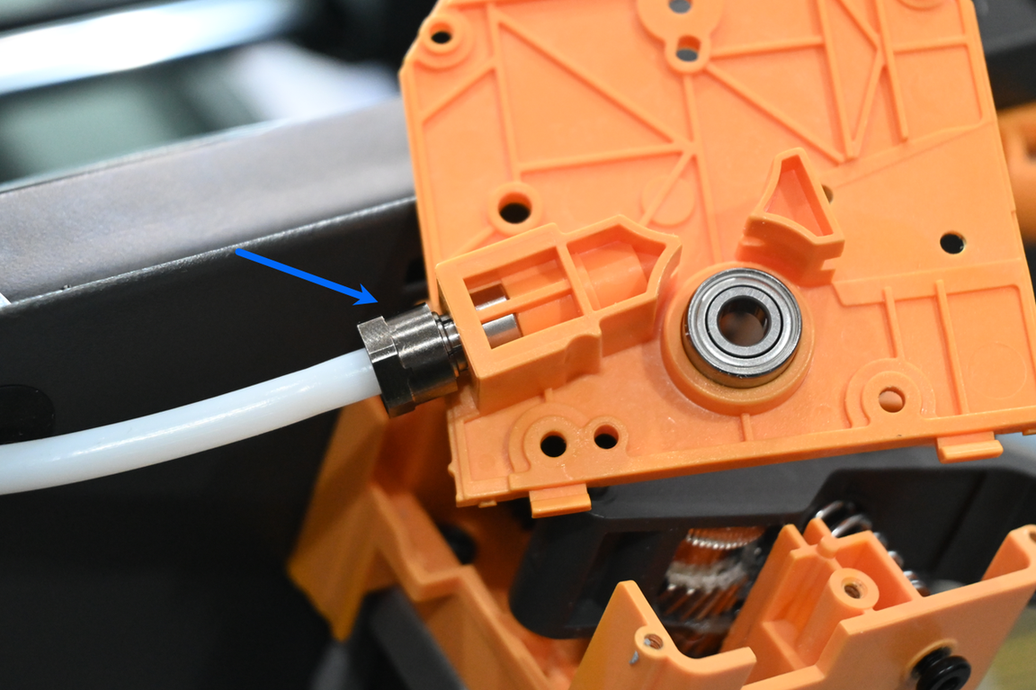
ทางออกของเส้นจาก auxiliary extruder ใช้ PTFE tube locking nut ซึ่งสอดคล้องกับการออกแบบทางเข้าเส้นของ auxiliary hotend บน toolhead เนื่องจากการป้อนเส้นด้านหลังเครื่อง ต้องอาศัยแรงป้อนที่สูงกว่าปกติ ข้อต่อแบบ locking nut จึงช่วยเพิ่มความมั่นคงและความทนทานของจุดเชื่อมต่อเมื่อเทียบกับ pneumatic connector ทั่วไป
2. Core-XY Motion System
X2D ใช้สถาปัตยกรรมการเคลื่อนที่แบบ Core-XY ซึ่งประกอบด้วย stepper motor สองตัวและชุด idler pulley หลายตำแหน่ง motor แต่ละตัวเชื่อมต่อกับ toolhead ผ่านสายพาน timing belt ได้อย่างอิสระ การเคลื่อนที่ของ toolhead จึงเกิดจากการประสานกันระหว่าง motor และสายพานทั้งสองชุด ซึ่งระบบ Core XY ถูกใช้ในเครื่อง Bambu Lab ทุกรุ่น ยกเว้น รุ่น A Series ที่ใช้ระบบ Cartesian
หลักการทำงานของ Core-XY
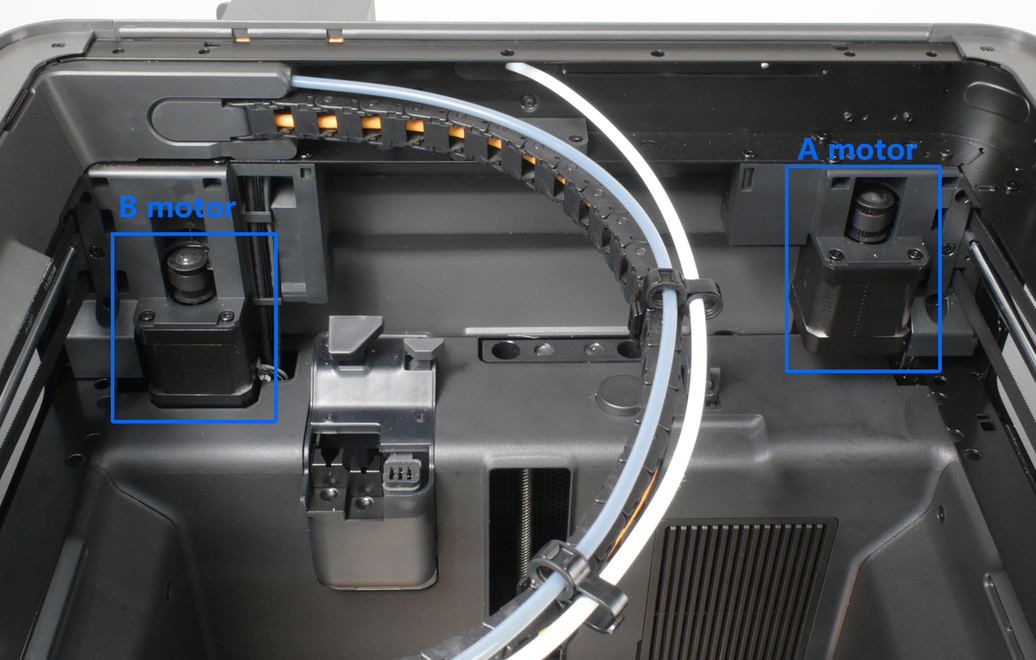
ในระบบ Core-XY, Motor A และ Motor B จะควบคุม belt loop คนละชุด เมื่อ motor ฝั่งหนึ่งทำงานเพียงตัวเดียว toolhead จะเคลื่อนที่ในแนวทแยงประมาณ 45 องศา ตัวอย่างเช่น เมื่อ Motor B ฝั่งซ้ายทำงานเพียงตัวเดียว จะขับสายพานฝั่ง Y ด้านซ้ายและทำให้ toolhead เคลื่อนที่ในแนวทแยง

ในทางกลับกัน เมื่อ Motor A ฝั่งขวาทำงานเพียงตัวเดียว toolhead จะเคลื่อนที่ในแนวทแยงอีกทิศทางหนึ่ง การเคลื่อนที่บนแกน X/Y ที่เป็นเส้นตรงจึงเกิดจากการประสานความเร็วและทิศทางของ motor ทั้งสองตัวอย่างถูกต้อง
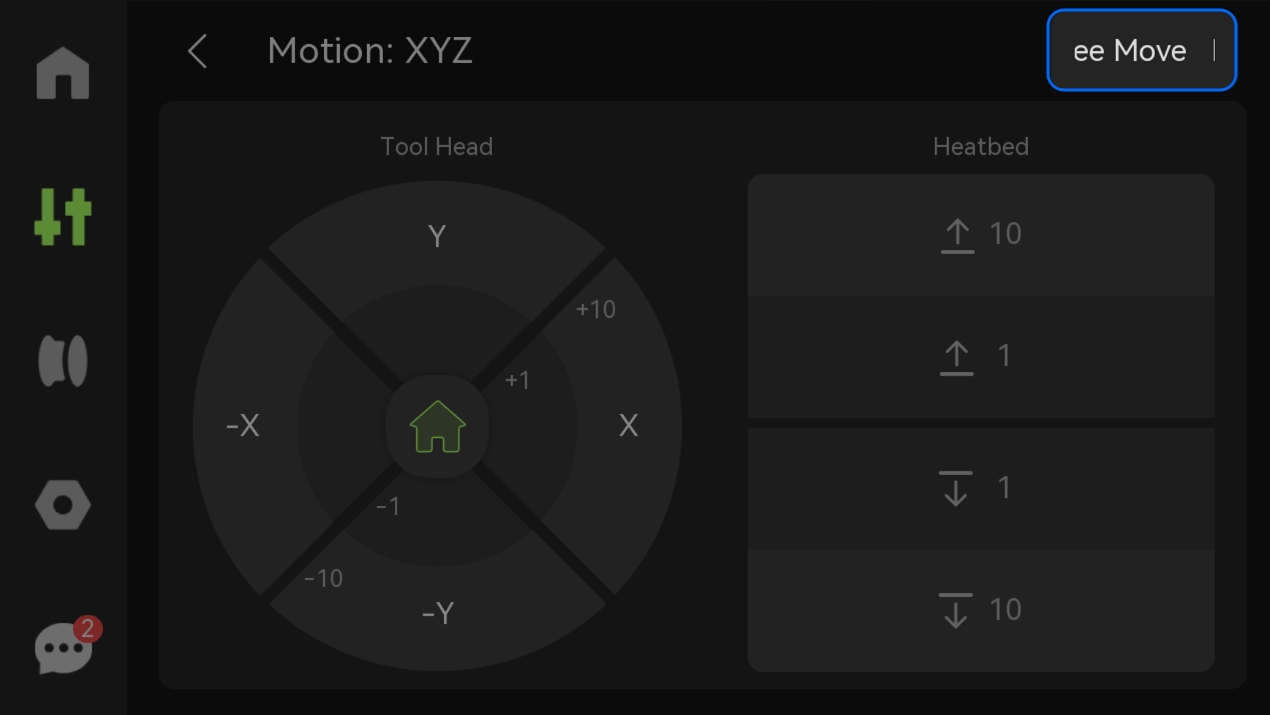
เมื่อ motor ยังไม่ถูกจ่ายไฟ ผู้ใช้งานสามารถขยับ toolhead ด้วยมือได้ แต่หลังเปิดเครื่องแล้ว หากต้องการขยับ toolhead หรือ heatbed ด้วยมือ ควรเข้าเมนู Control > Motion และเปิด free movement mode เพื่อให้แกน XYZ อยู่ในสถานะ idle ที่ไม่มีไฟจ่ายไปที่มอเตอร์
โครงสร้าง Core-XY ช่วยลดน้ำหนักของชิ้นส่วนที่ต้องเคลื่อนที่ ทำให้เครื่องสามารถเคลื่อนที่ได้รวดเร็วและราบรื่นขึ้น ซึ่งส่งผลต่อคุณภาพผิวงานและประสิทธิภาพการพิมพ์โดยรวม
X-Axis
แกน X ของ X2D ใช้ linear rod เพลากลม และ belt transmission เพื่อควบคุมการเคลื่อนที่ซ้าย-ขวาของ toolhead โดย toolhead จะถูกควบคุมให้อยู่ในระนาบแนวนอนขณะเคลื่อนที่ตามแกน X การเคลื่อนที่ในทิศทางนี้เกิดจากการทำงานร่วมกันของ stepper motor A และ B

Y-Axis
แกน Y ควบคุมการเคลื่อนที่หน้า-หลังของ toolhead โดย toolhead และชุดแกน X จะเคลื่อนที่ร่วมกันเป็นชุดเดียวไปตาม linear rod ที่อยู่สองด้านของโครงเครื่อง การเคลื่อนที่นี้ขับเคลื่อนโดย stepper motor A และ B พร้อมกันเช่นเดียวกับแกน X

Z-Axis
แกน Z ของ X2D ประกอบด้วย lead screw และ linear rod ที่วางอยู่บริเวณด้านหน้าซ้าย ด้านหน้าขวา และด้านหลังช่วงกลางของ heatbed โดย lead screw เชื่อมต่อกับ Z stepper motor ผ่านสายพาน ทำให้ lead screw หมุนพร้อมกันและยก heatbed ขึ้นลงในแนวดิ่ง ส่วน linear rod ทำหน้าที่ช่วยกำหนดตำแหน่งและลดการสั่นที่เกิดจากการหมุนของ lead screw
3. Toolhead และระบบดันเส้นพลาสติก
Toolhead เป็นชุดทำงานหลักของเครื่องพิมพ์ 3 มิติ ทำหน้าที่หลอมเส้น filament อัดเส้นออกผ่านหัวฉีด และสร้างชิ้นงานทีละชั้นบนพื้นที่พิมพ์ การเข้าใจชิ้นส่วนภายใน toolhead จะช่วยให้แยกอาการผิดปกติได้ง่ายขึ้น เช่น เส้นตัน เส้นไหลไม่สม่ำเสมอ หัวฉีดมีคราบสะสม หรือการสลับหัวฉีดทำงานผิดปกติ

ตัวดันเส้นพลาสติก
Main extruder มีหน้าที่จับและดันเส้น filament เข้าสู่ hotend เมื่อเส้นถูกให้ความร้อนและหลอมภายใน hotend แล้ว เส้นหลอมจะถูกอัดออกผ่าน nozzle เพื่อสร้างชั้นงานพิมพ์ ความแม่นยำในการควบคุมการอัดเส้นและการ retract มีผลโดยตรงต่อขนาดชิ้นงาน ความเรียบร้อยของผิว และความเสถียรของงานพิมพ์

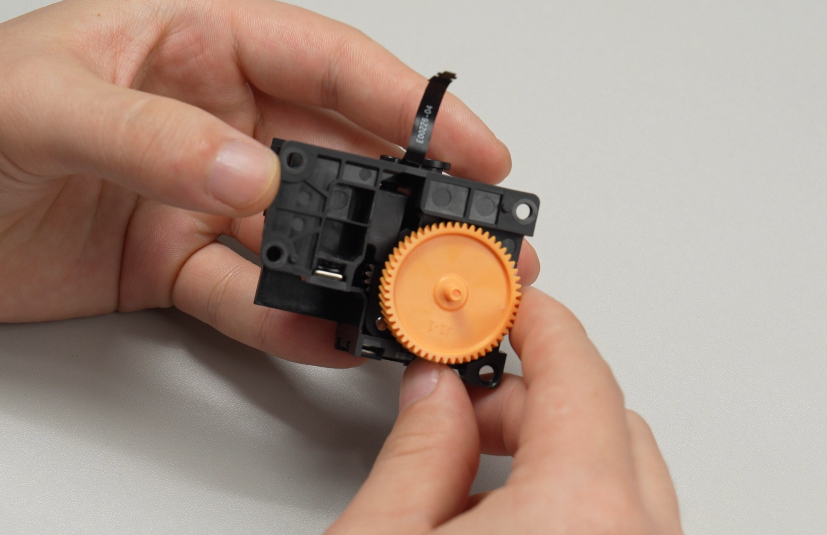
ภายใน extruder มีชุดเฟือง hardened steel extruder gear assembly ซึ่งประกอบด้วย driving wheel และ driven wheel เพื่อจับและผลักเส้นอย่างแม่นยำ นอกจากนี้ยังมี extruder motor ติดตั้งด้านหลัง extruder ทำหน้าที่ขับชุดเฟืองให้ป้อนเส้นเข้าสู่ hotend 1
Bambu Lab X2D ใช้มอเตอร์ servo แบบ permanent magnet synchronous โดยสามารถตรวจจับการพันกันของเส้นจากการเปลี่ยนแปลงแรงต้านระหว่างทำงาน ช่วยหยุดเครื่องถ้าเกิดเส้นติดหรือเส้นพันกัน เพื่อให้เกิดความเสียหายน้อยที่สุดกับชุดหัวฉีด
Hotend Assembly
Hotend assembly เป็นชุดหลักของ toolhead module ประกอบด้วย hotend heating assembly, hotend และ silicone sock for hotend รองรับอุณหภูมิให้ความร้อนสูงสุด 300°C ตามข้อมูลต้นฉบับ หน้าที่หลักคือให้ความร้อนกับ filament จนหลอมและฉีดออกเป็นชั้นบาง ๆ เพื่อสร้างโมเดล
หัวฉีดของเครื่อง X2D สามารถใช้ร่วมกับเครื่องรุ่น P2 และ H2 series ได้
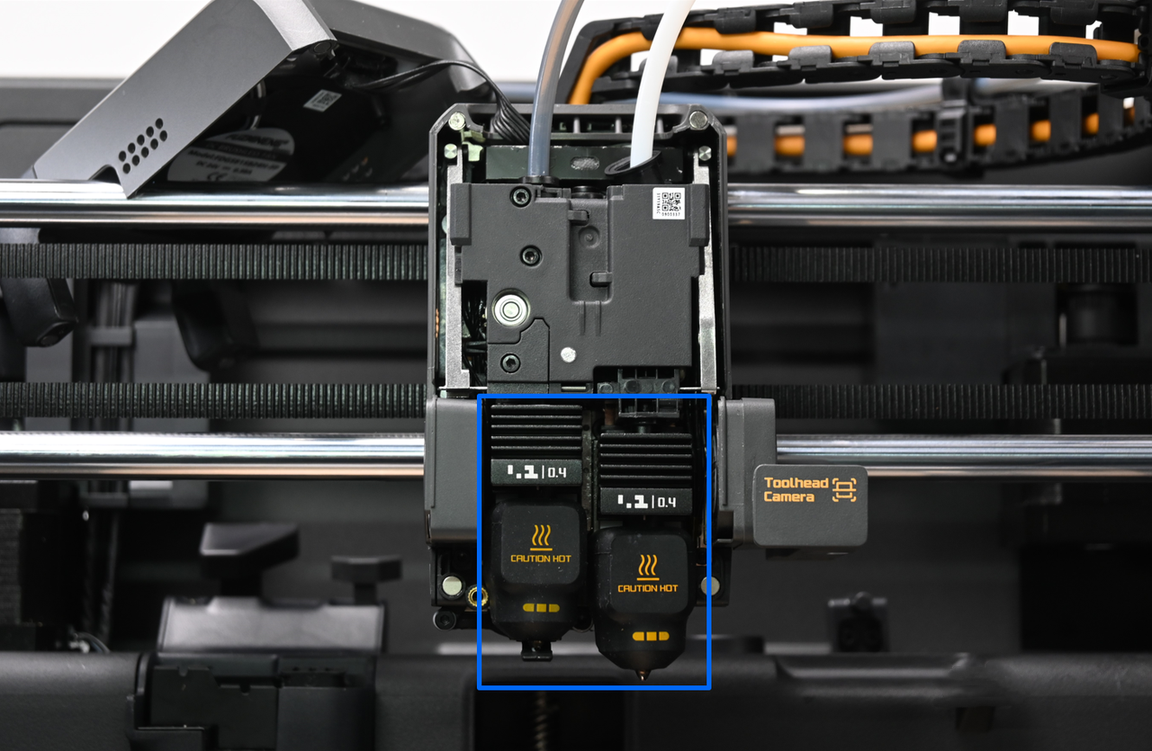
Hotend
Hotend หรือหัวฉีด รวม nozzle, heat break และ heat sink ไว้ในชุดเดียว และถูกติดตั้งให้ประกบกับชุดทำความร้อน heating assembly ด้วย quick-release lever หลังจาก filament ถูกให้ความร้อนและหลอมแล้ว เส้นจะถูกฉีดออกผ่าน nozzle เพื่อสร้างชั้นงานพิมพ์
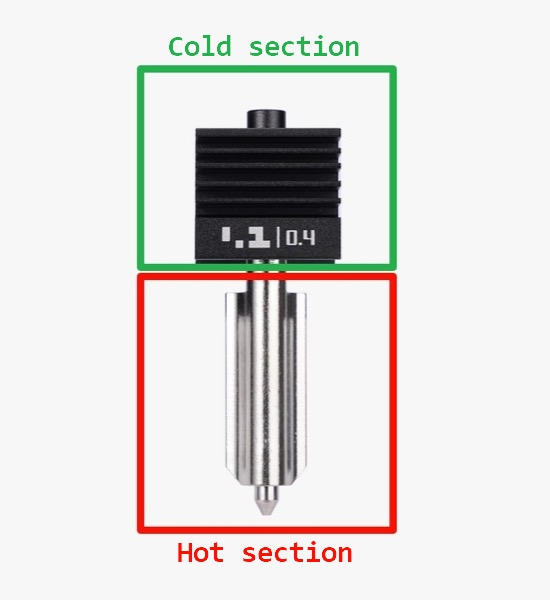
| ส่วนของ hotend | หน้าที่ | สิ่งที่ควรสังเกต |
|---|---|---|
| Cold section | ใช้ heat sink และ heat break รักษาอุณหภูมิช่วงบนของ hotend ให้ต่ำ | สำคัญต่อการลด heat creep และลดโอกาสเส้นตัน |
| Hot section | หลอม filament ก่อนอัดออกผ่าน nozzle | เกี่ยวข้องกับอุณหภูมิพิมพ์ การไหลของเส้น และคราบสะสมบริเวณหัวฉีด 1 |
Hotend Heating Assembly
Hotend heating assembly ประกอบด้วย hotend heater, thermistor for hotend, ceramic base และ quick-release lever ทำหน้าที่ให้ความร้อนและตรวจวัดอุณหภูมิอย่างแม่นยำ รองรับอุณหภูมิสูงสุด 300°C เช่นเดียวกับ hotend assembly
ต้องถอดหัวฉีดก่อนถึงจะเห็นชุดนี้ อะไหล่ชุดนี้ จะมีแยกเป็นฝั่งซ้ายและฝั่งขวา ต้องเลือกให้ถูกด้วย เพราะสายไฟที่ติดมา จะอยู่กันคนละตำแหน่ง
Bambu Lab ออกแบบให้ heater และ thermistor ติดตั้งอยู่บน heating base ทำให้การจัดการชุด hotend ไม่ต้องเสียบหรือถอดสายที่มีขนาดเล็กบ่อย ๆ และ quick-release lever จะช่วยยึดหัวฉีด hotend ให้แนบกับชุดให้ความร้อนเพื่อให้การถ่ายเทความร้อนและการหลอมเส้นเป็นไปอย่างสม่ำเสมอ
Silicone Sock for Hotend
Silicone sock ทำหน้าที่ครอบบริเวณ nozzle เพื่อช่วยรักษาความร้อนให้เสถียร ลดการแกว่งของอุณหภูมิ และลดการสะสมของพลาสติกหลอมบนหัวฉีด จุดที่น่าสนใจคือ silicone sock ของ X2D มี marker สีเหลือง 3 ตำแหน่งสำหรับการตรวจจับด้วย AI หากไม่ได้ติดตั้งหรือหลุดหาย ระบบจะเตือนให้ผู้ใช้งานติดตั้งกลับเข้าที

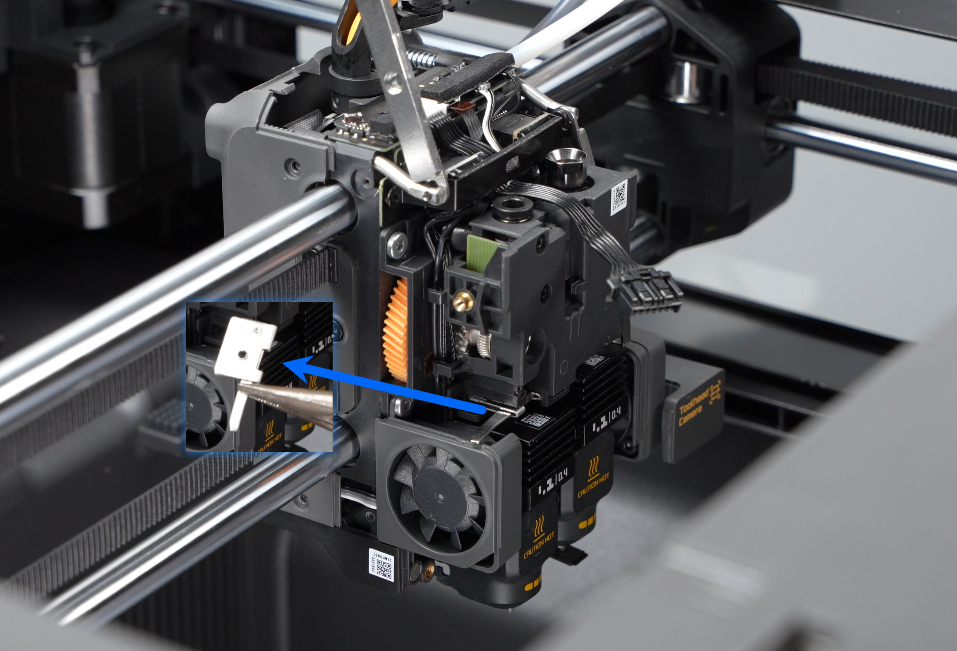
4. Flow Blocker และระบบสลับหัวฉีด
Flow blocker อยู่ใต้ toolhead และเชื่อมต่อกับชุด nozzle switching lever ผ่านก้านต่อและเฟือง หน้าที่คือปิดกั้น nozzle ในสถานะที่ไม่ได้ใช้งาน เพื่อลดการไหลเยิ้มหรือ oozing จากหัวฉีดที่พักอยู่
หัวฉีดที่พักอยุ่ ยังคงมีความร้อน ซึ่งตอนที่ลดความร้อนอาจจะมีเส้นไหลเยิ้มออกมา อุปกรณ์ชิ้นนี้เลยมีหน้าที่ป้องกันไม่ให้ไหลเยิ้มออกมา แล้วไปเปื้อนงานที่พิมพ์
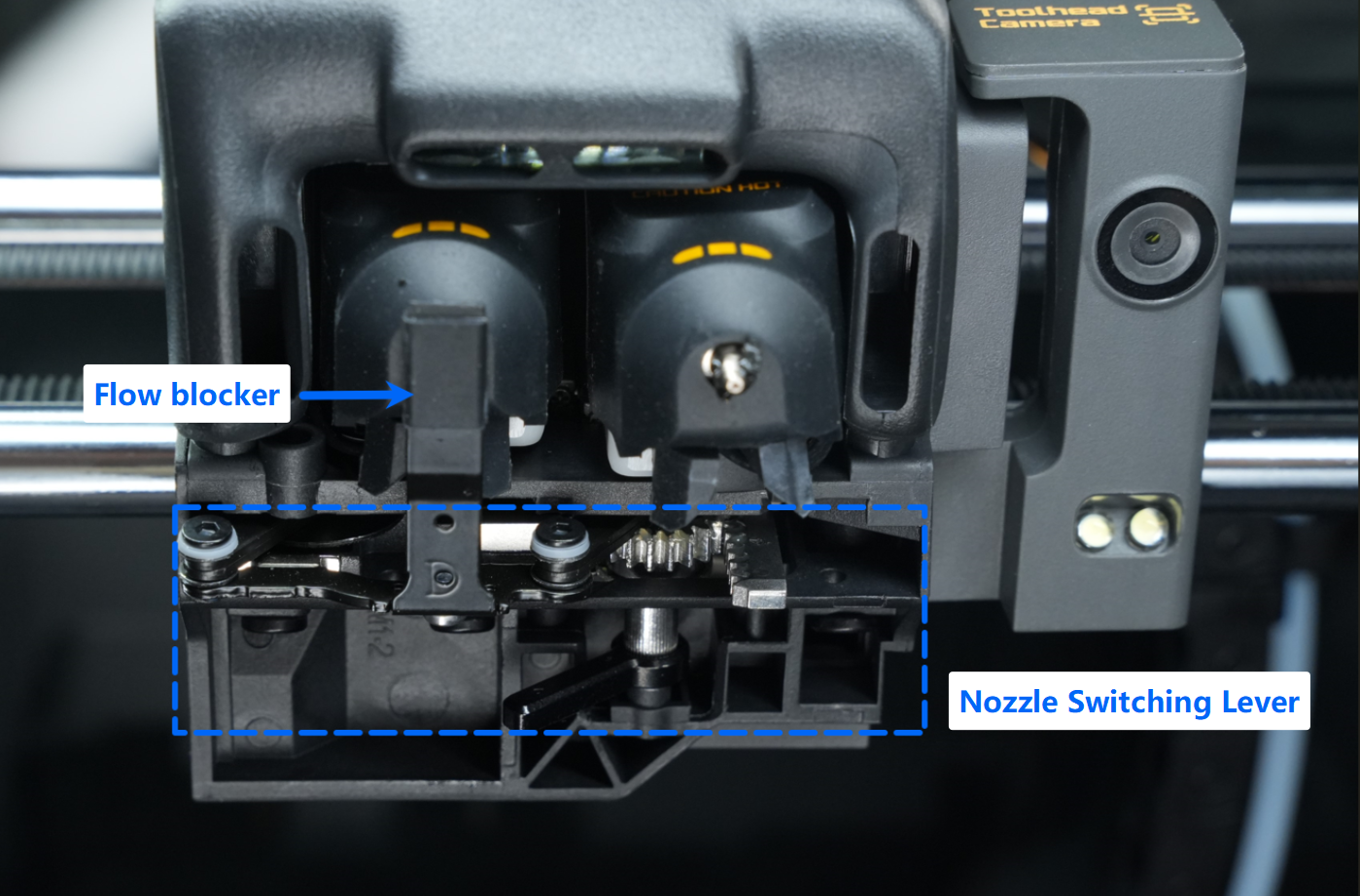
สิ่งที่แตกต่างจากเครื่อง dual-nozzle บางรุ่นคือ X2D ไม่ได้ใช้ lifting motor เพื่อหมุนหรือยกสลับหัวฉีด แต่ใช้การสัมผัสระหว่าง nozzle switching lever ใต้ toolhead กับ nozzle switching push block บนโครงด้านในของเครื่อง เมื่อ lever สัมผัส push block ระบบจะขับก้านต่อให้แกว่งซ้าย-ขวาผ่านชุดเฟือง เพื่อสลับระหว่าง main nozzle และ auxiliary nozzle


ในเชิงการสังเกตอาการ หากพบคราบเส้นหลอมบริเวณ nozzle ที่ไม่ได้ใช้งาน หรือพบปัญหาตอนสลับหัวฉีด ควรตรวจสอบบริเวณ flow blocker, lever และจุดสัมผัสของกลไกสลับหัวฉีดร่วมกัน ไม่ควรสรุปว่าเป็นปัญหาจาก nozzle เพียงอย่างเดียว
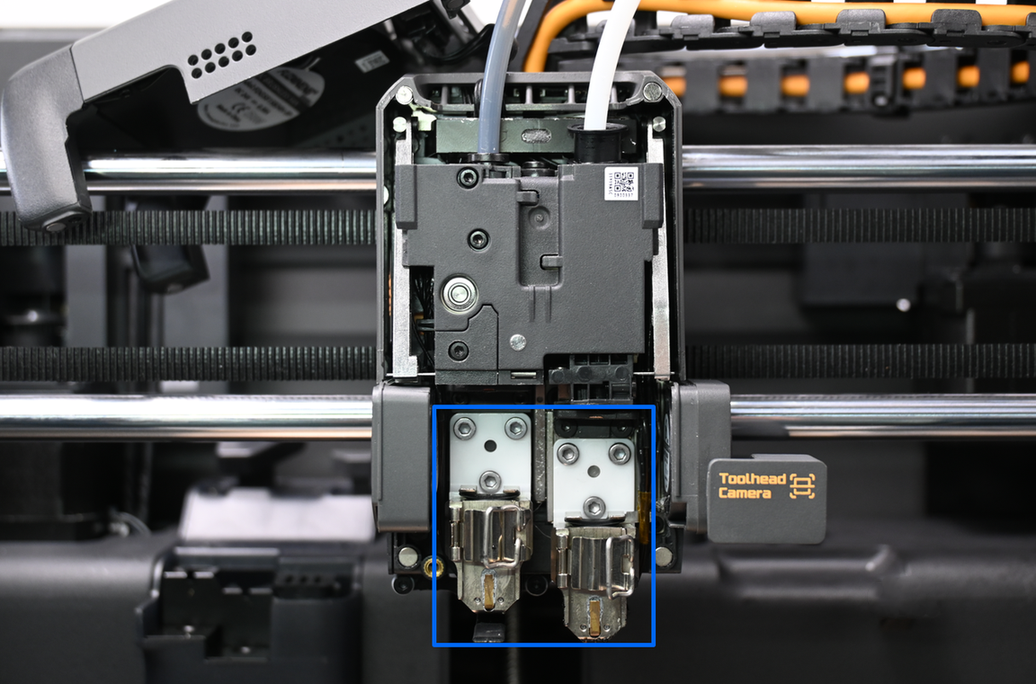
5. Filament Cutter และระบบตัดเส้น
X2D ไม่มี external filament cutter แยกอยู่นอกชุดหัวฉีด toolhead แต่ใช้ filament cutter สองชุดที่อยู่ด้านซ้ายและด้านขวาของ toolhead เพื่อรองรับการทำงานของหัวฉีดแต่ละฝั่ง
ระหว่างกระบวนการตัดเส้น toolhead จะเคลื่อนที่ไปยังตำแหน่งที่กำหนดไว้บริเวณกลาง chamberจะเคลื่อนที่ไปยังตำแหน่งที่กำหนดไว้บริเวณกลางห้องพิมพ์ จากนั้น filament cutter stopper จะยื่นเข้ามาจากด้านหลังของ toolhead เพื่อดันก้านตัดเส้น ฝั่งซ้ายหรือขวาที่เกี่ยวข้อง แล้วกดให้ตัดเส้น
หากเครื่องมีอาการเปลี่ยนเส้นไม่สมบูรณ์ ตัดเส้นไม่ขาด หรือเกิดปัญหาระหว่าง load หรือ unload filament ควรตรวจทั้งสภาพใบตัด จุดหมุนของก้านตัด และตำแหน่งการเคลื่อนที่ของ toolhead เพราะระบบตัดเส้นของ X2D อาศัยการทำงานร่วมกันของหลายชิ้นส่วน
6. ระบบระบายความร้อนบน Toolhead
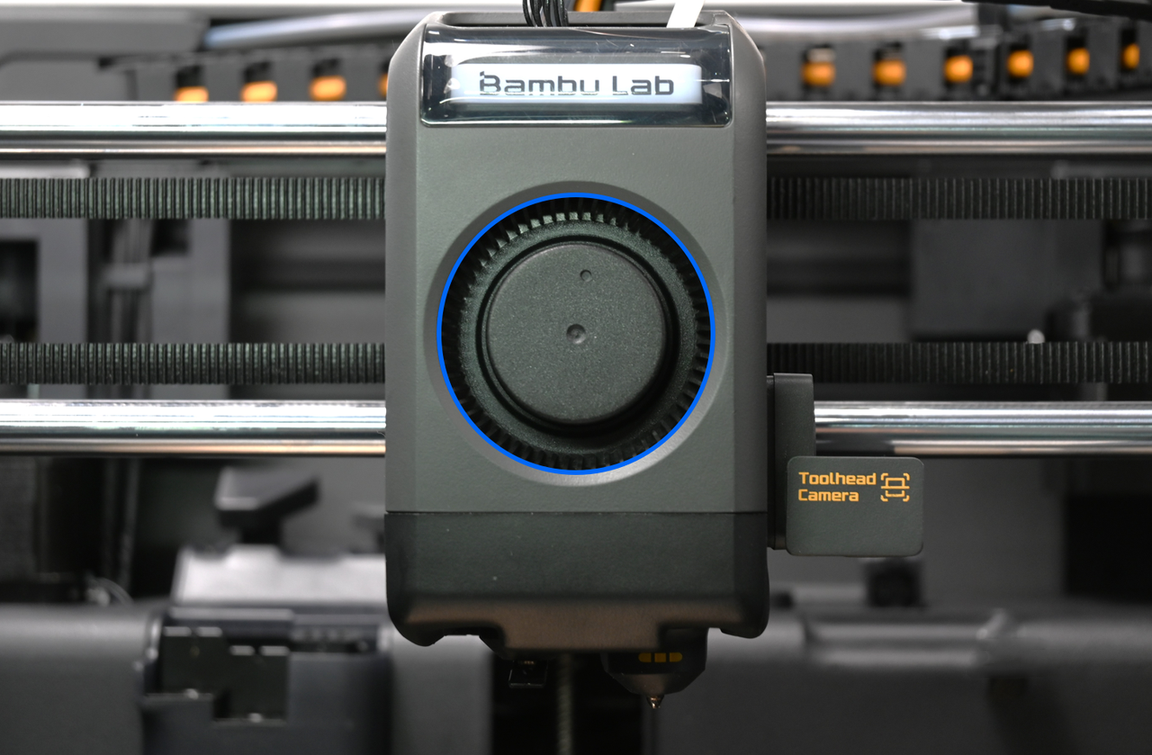
Part Cooling Fan
Part cooling fan ถูกติดตั้งอยู่ในฝาครอบด้านหน้าของ toolhead หน้าที่ของพัดลมนี้คือช่วยนำความร้อนออกจาก extruder และ heat sink ของ hotend โดยใช้การควบคุมอุณหภูมิแบบอัจฉริยะ เพื่อลดปัญหา clog และ extrusion obstruction ที่อาจเกิดในสภาพแวดล้อมการพิมพ์ที่ท้าทาย
Cooling Fan for Hotend
X2D มีพัดลมระบายความร้อนสำหรับ hotend ทั้งฝั่งซ้ายและฝั่งขวา ลมเย็นจากพัดลมจะถูกนำผ่าน air duct ไปยังบริเวณ heat sink ของ hotend ทั้งสองฝั่ง เพื่อรักษาอุณหภูมิของ hotend ให้เสถียร ลดความร้อนสะสม และลดโอกาสเส้นตัน 1


พัดลมกลุ่มนี้มีผลโดยตรงต่อการลด heat creep โดยเฉพาะเมื่อพิมพ์วัสดุที่ใช้ chamber อุ่นหรือใช้เวลาพิมพ์นาน หากสังเกตว่าเส้นเริ่มไหลไม่สม่ำเสมอหลังพิมพ์ไปช่วงหนึ่ง ควรตรวจสอบทางลมและการหมุนของพัดลม hotend ด้วย
การใช้งานไปนานๆ อาจจะมีใยพลาสติกหรือฝุ่น ที่ปลิวและไปพันในใบพัด ทำให้พัดลมหมุนช้า และระบายความร้อนไม่ทัน ซึ่งอาจเป็นอีกสาเหตุที่ทำให้หัวฉีดตันได้ ทางร้านแนะนำให้หมั่นดูและทำความสะอาด
7. Purge Wiper และการทำความสะอาดหัวฉีด
ชุด purge wiper ของ X2D ประกอบด้วย purge wiper part และ nozzle wiper part โดย purge wiper part ทำหน้าที่จัดการเศษ filament ที่ที่ฉีดทิ้งออกจากหัวฉีด purgeการรวบรวมและพาเศษเส้นที่ถูกฉีดออกมา ออกจาก nozzle เช่น การรวบรวมและพาเศษเส้นออกไปยังตำแหน่งที่เหมาะสมให้ออกไปยังตำแหน่งที่เหมาะสม เพื่อให้กระบวนการเตรียมพิมพ์ pause/pause / resume, load/load / unload filament และการ purge ระหว่างงานหลายสีดำเนินต่อได้ราบรื่นระหว่างงานการปริ้นหลายสีทำได้ราบรื่น
ส่วน nozzle wiper part ประกอบด้วยก้านดันและก้านเชื่อมต่อสำหรับเช็ด nozzle โดยเครื่องจะทำความสะอาด nozzle อัตโนมัติก่อนเริ่มงานพิมพ์โดยไม่ต้องให้ผู้ใช้ทำเอง ต้นฉบับระบุว่าการเปลี่ยนชุดการเปลี่ยนชุด silicone nozzle wiper เป็นส่วนหนึ่งของงานบำรุงรักษาตามปกติ หากชำรุดควรเปลี่ยนอะไหล่

การทำความสะอาด nozzle ก่อนพิมพ์แบ่งออกเป็นสองช่วง ได้แก่ rough wiping เพื่อเอาคราบเส้นที่ติดอยู่กับ nozzle ออกด้วย wiping block และ fine wiping ที่ nozzle จะเคลื่อนไปยังพื้นที่เฉพาะบน build plate แล้วกด/ขูดลงประมาณ 1–2 มม. เพื่อทำให้ปลาย nozzle เรียบและสะอาด 1

8. Heatbed และ Build Plate
Heatbed ใช้ให้ความร้อนกับพื้นผิวพิมพ์มีหน้าที่ให้ความร้อนกับพื้นผิวพิมพ์ เพื่อช่วยให้ชิ้นงานยึดเกาะกับ build plate ได้ดีขึ้น หากไม่มีการให้ความร้อน เส้นที่ถูกวางลงบนพื้นผิวจะเย็นตัวอย่างรวดเร็วเส้นที่ถูกฉีดลงบนพื้นผิวจะเย็นตัวอย่างรวดเร็ว เกิดแรงตึงระหว่างชั้น และอาจทำให้ชิ้นงานโก่งหรือและอาจทำให้ชิ้นงานโก่งหรือหด warping ได้ทำให้ชิ้นงานหลุดได้
ต้นฉบับระบุว่าBambu Lab X2D จะปรับอุณหภูมิจะปรับอุณหภูมิฐานทำความร้อน heatbed ตามประเภทตามประเภทเส้น filament ที่ใช้ โดย heatbed รองรับอุณหภูมิสูงสุดทำอุณหภูมิสูงสุด 120°C ตัวอย่างเช่น PLA บนบนแผ่นฐาน Bambu ชนิด Cool Plate ใช้อุณหภูมิประมาณใช้อุณหภูมิที่ฐานประมาณ 35–45°C ส่วนวัสดุอย่าง ABS และ PC ต้องใช้อุณหภูมิ heatbed ประมาณ 100–110°C เพื่อลดการโก่งตัวของชิ้นงาน 1

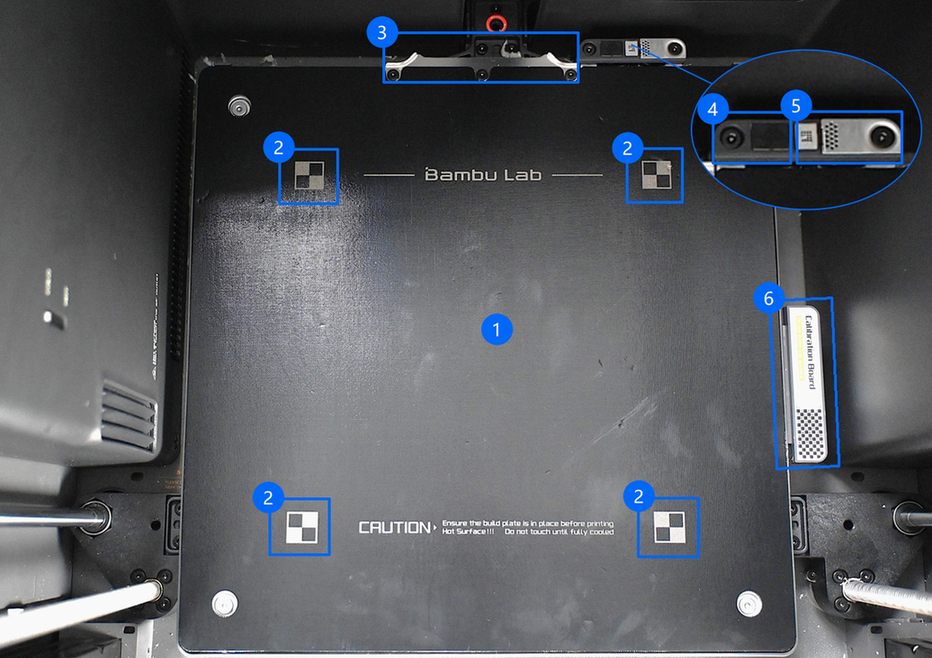
| หมายเลข | ชื่อชิ้นส่วน | หน้าที่ | ข้อควรระวัง / หมายเหตุ |
|---|---|---|---|
| 1 | Heating area | ให้ความร้อนกับพื้นผิว | หลีกเลี่ยงการใช้ของมีคมขูด soft magnetic sticker |
| 2 | Marker บนพื้นผิวแม่เหล็ก | ใช้ calibrate กล้อง live view camera | หลีกเลี่ยงการทำรอยบน soft magnetic sticker |
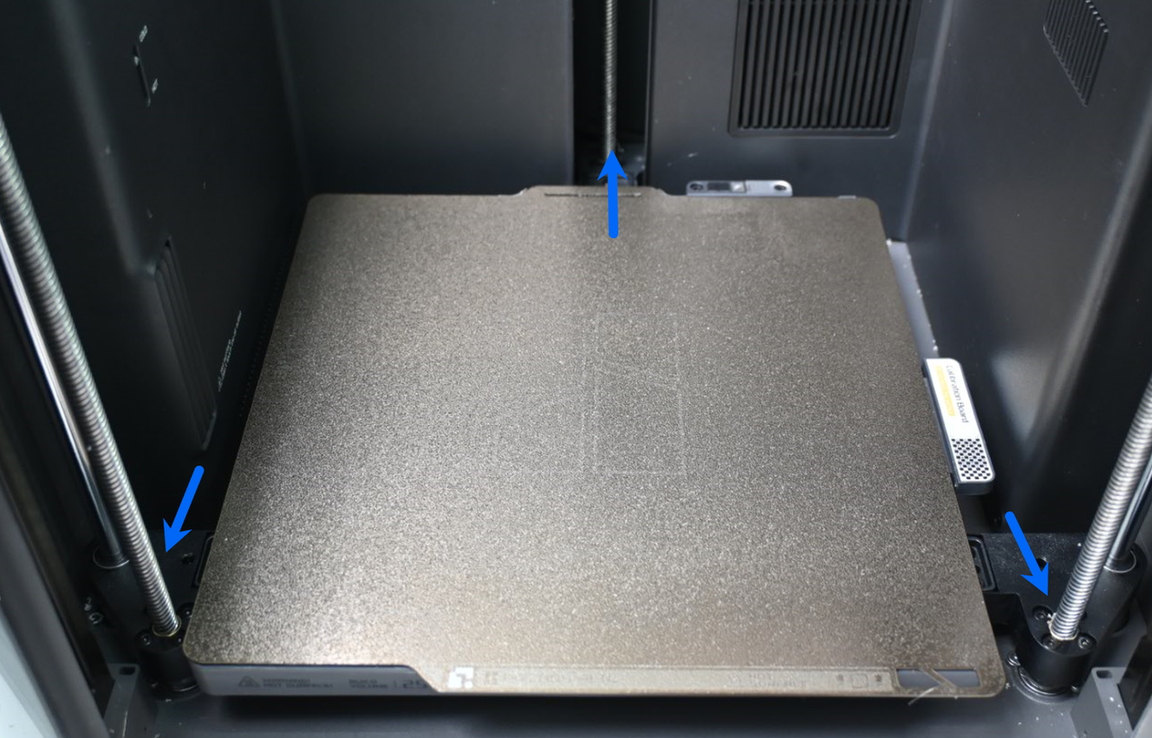
| 3 | Build plate positioning parallel block | ช่วยวาง build plate ให้เข้าตำแหน่ง | ขณะวางแผ่น สามารถเอียงเล็กน้อยแล้วเลื่อนเข้าไปจนสุดตำแหน่ง |
| 4 | Nozzle offset calibration coil | ใช้ calibrate offset |
หากพบ layer shift ชัดเจนหลังสลับหัวฉีด ควรทำ nozzle offset calibration |
| 5 | Nozzle wiper steel sheet | เช็ด nozzle และช่วยให้หน้าสัมผัส nozzle เรียบ | หากสึกหรอมากสามารถถอดเปลี่ยนได้ |
| 6 | Calibration sticker | ใช้ calibrate toolhead camera ที่อยู่ด้านใต้หัว | หลีกเลี่ยงการใช้ของมีคมขูด sticker |
Build Plate
X2D มาพร้อม Bambu Textured PEI Plate และรองรับ build plateและรองรับฐานพิมพ์ ของ Bambu ขนาด 256 × 256 มม. ที่มีอยู่ในปัจจุบันที่มีขายอยู่ในปัจจุบัน แต่ไม่สามารถจดจำ build plate รุ่นแรกได้ หากเครื่องแจ้งว่าไม่รู้จักชนิดแผ่นหากเครื่องแจ้งว่าไม่รู้จักชนิดแผ่นที่วางอยู่ ผู้ใช้สามารถเลือก Ignore หรือปิด plate detection บนหน้าจอได้ตามคำแนะนำของต้นฉบับ 1บนหน้าจอได้

สำหรับรายละเอียดชนิด build plate และแนวทางการเลือกใช้งาน สามารถอ่านเอกสาร Introduction to the Build Plates ของ Bambu Lab เพิ่มเติมได้จากแหล่งอ้างอิงท้ายบทความ 3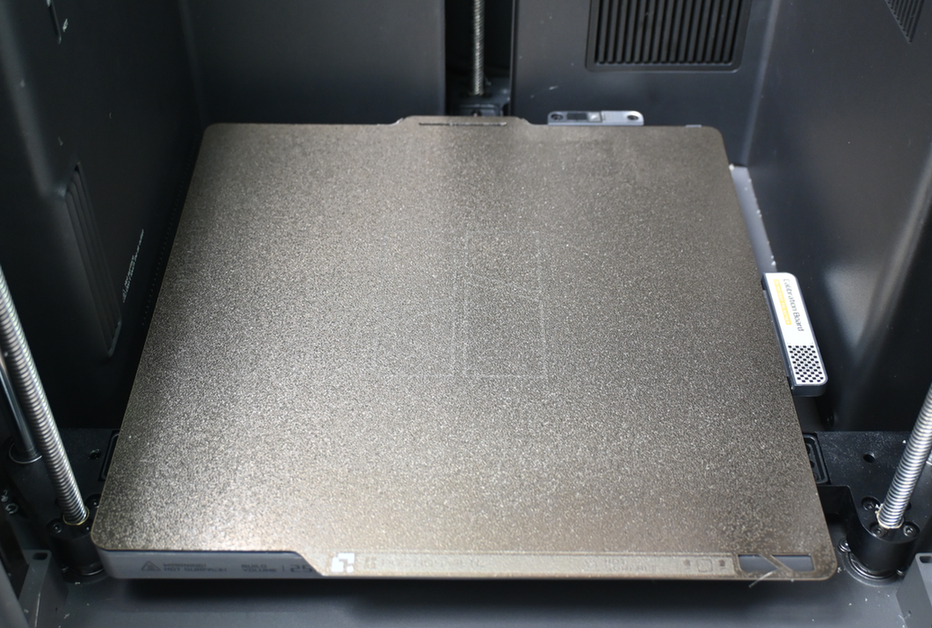
9. Adaptive Airflow System
ระบบ Adaptive Airflow System ของ X2D ประกอบด้วย adaptive airflow switching unit, chamber exhaust fan และ air filter ระบบนี้สามารถสลับระหว่าง Strong Cooling Mode และ Heating Mode ตามสถานการณ์การพิมพ์ เพื่อควบคุมอุณหภูมิ chamberเพื่อควบคุมอุณหภูมิภายในห้องพิมพ์ การระบายความร้อน และการกรองอากาศให้เหมาะสมกับวัสดุที่ใช้งาน 1
Left Auxiliary Part Cooling / Chamber Heating Fan
พัดลมฝั่งซ้ายทำงานได้สองบทบาท ใน Strong Cooling Mode จะทำหน้าที่เป็น auxiliary part cooling fan เพื่อช่วยระบายความร้อนเพิ่มเติมให้วัสดุอุณหภูมิต่ำ ส่วนใน Heating Mode จะทำหน้าที่เป็น chamber heating fan โดยหลังตั้งค่าอุณหภูมิ chamber แล้ว heating wire จะทำงานเต็มกำลังพร้อมพัดลมรอบสูง หลัง homing heatbed จะลดลงต่ำกว่าช่องลมลวดทำความร้อนจะทำงานเต็มกำลังพร้อมพัดลมรอบสูงเพื่อให้ความร้อนในห้องพิมพ์ถึงจุดที่ตั้งค่าไว้ และพัดลมจะลดความเร็วลงเพื่อรักษาอุณหภูมิ chamber ให้เสถียรโดยไม่เป่าลมกระทบชิ้นงานหรือ heatbed โดยตรง 1


Right Auxiliary Part Cooling / Chamber Filtration Fan
พัดลมฝั่งขวาก็ทำงานได้สองบทบาทเช่นกัน ใน Strong Cooling Mode จะช่วยดึงอากาศเย็นจากภายนอกเข้าสู่ chamber เมื่อพิมพ์วัสดุอุณหภูมิต่ำเมื่อพิมพ์พลาสติกอุณหภูมิต่ำ เช่น PLA เพื่อช่วยลดความเสี่ยง hotend clog และ Heat Creep จากความร้อนสะสม และช่วยให้ชิ้นงานแข็งตัวเร็วขึ้น ส่วนใน Heating Mode พัดลมนี้จะทำงานเป็น chamber filtration fan โดยหมุนเวียนอากาศผ่านแผ่นกรอง เพื่อลดกลิ่นและอนุภาคใน chamberเพื่อลดกลิ่นและอนุภาคในห้องพิมพ์ โดยไม่ดึงอากาศเย็นจากภายนอกเข้ามารบกวนอุณหภูมิ 1


Chamber Exhaust Fan
Chamber exhaust fan รองรับการระบายอากาศออกจาก chamber แบบ active เมื่อพิมพ์วัสดุอุณหภูมิต่ำเมื่อพิมพ์พลาสติกอุณหภูมิต่ำ เช่น PLA ระบบนี้ช่วยขับก๊าซจากการพิมพ์ออกและทำงานร่วมกับ adaptive airflow system เพื่อเพิ่มการระบายความร้อน สำหรับวัสดุอุณหภูมิสูง สามารถเปิดฟังก์ชันและยังสามารถเปิดฟังก์ชัน Purify Air at Print End บนหน้าจอ เพื่อให้เครื่องระบายก๊าซที่เหลือภายใน chamber อัตโนมัติหลังพิมพ์เสร็จ หากต่อท่อระบายอากาศ สามารถนำอากาศออกไปยังภายนอกหรือพื้นที่ที่กำหนดไว้ได้ 1

Air Filter
X2D ติดตั้ง air filter ประสิทธิภาพสูงสำหรับจับ VOCs และ particulate matter ที่เกิดระหว่างการพิมพ์ โดยเฉพาะเมื่อใช้งานใน Heating Mode อากาศภายใน chamber จะถูกดึงผ่านช่อง intake ด้านหลัง filter เพื่อกรองและลดกลิ่นกับอนุภาคก่อนหมุนเวียนกลับ 1


พัดลมระบายอากาศภายนอกยังรองรับการติดตั้ง filter เพิ่มเติมได้ ใน cooling mode อากาศร้อนภายใน chamber จะไหลผ่าน filter แล้วถูกพัดลมระบายออก ช่วยให้มีการจัดการอากาศภายในพื้นที่ใช้งานได้ดีขึ้น 1


10. Filament Buffer และระบบตรวจจับเส้น
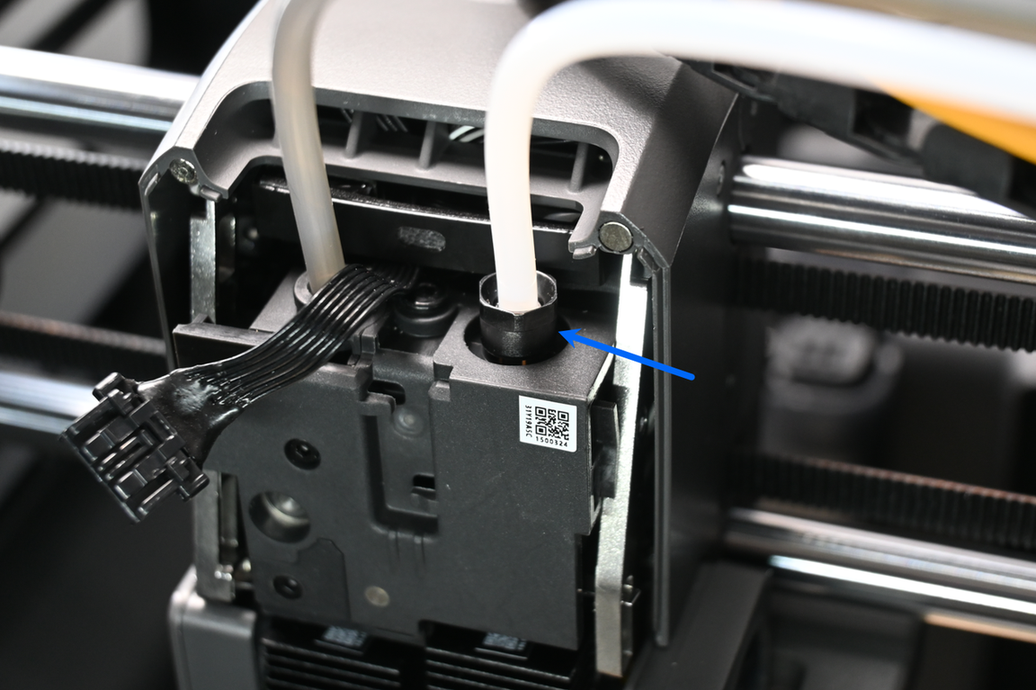
Filament buffer ถูกติดตั้งอยู่บนแผงหลังของเครื่องและมีช่องทางเดินเส้นสองช่อง แต่ละช่องสัมพันธ์กับ hotend คนละฝั่ง โดยช่องบนจะนำเส้นไปยัง hotend ฝั่งซ้ายผ่าน filament inlet ที่แผงหลังเครื่อง ส่วนช่องล่างจะนำเส้นไปยัง hotend ฝั่งขวาผ่าน auxiliary extruder filament inlet เมื่อใช้ร่วมกับ PTFE tube ความยาวมาตรฐานจากโรงงาน ระบบนี้ช่วยลดแรงต้านในการป้อนเส้น 1




แต่ละ channel ภายใน buffer แบ่งออกเป็น buffer part และ filament detection part ซึ่งทำงานร่วมกันเพื่อช่วยให้การป้อนเส้นจาก AMS และการตรวจจับสถานะ filament เป็นไปอย่างถูกต้อง 1
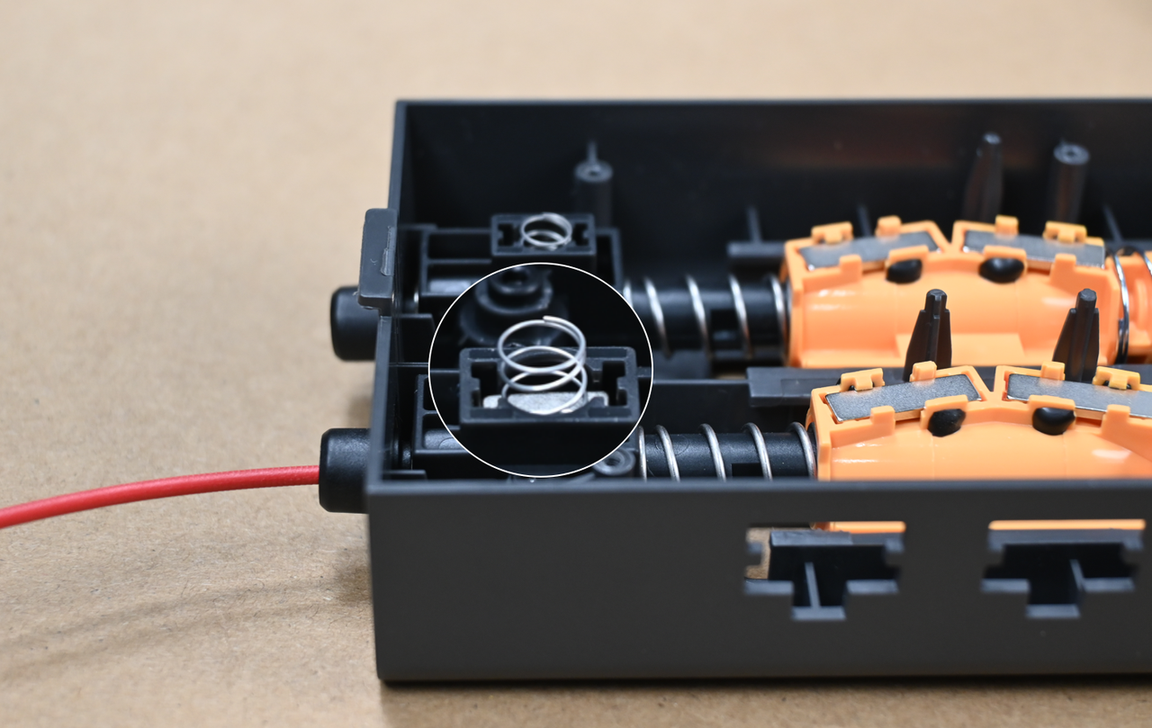
Buffer Part
Buffer part ประกอบด้วย slider, magnet,แม่เหล็ก, springสปริง และ ตัวเช็คเส้นพลาสติก filament sensor หลักการทำงานคือ เมื่อ AMS ดันดันเส้น filament เข้าสู่ extruder แรงของแรงของเส้น filament จะดัน slider ไปทางขวาและเก็บเส้นช่วงสั้น ๆ ไว้ใน buffer เมื่อ extruder ใช้เส้นใน buffer ไปแล้ว slider จะกลับไปทางซ้าย ตำแหน่ง slider จะถูก sensor ตรวจจับและส่ง feedback ไปยัง AMS และเครื่อง เพื่อปรับความเร็วในการป้อนเส้น 1


Buffer part ยังมีหน้าที่ช่วยตรวจจับ filament entanglement หากเส้นพันกันหรือมีแรงต้านผิดปกติ slider จะถูกดันกลับไปทางซ้าย หากเคลื่อนเกินช่วงปกติ Hall sensor จะตรวจพบความผิดปกติและแจ้งเตือนให้ผู้ใช้งานเข้าไปแก้ไข 1
Filament Detection Part
Filament detection part ประกอบด้วย magnet,แม่เหล็ก, springสปริง และ filament sensor เมื่อไม่มีเมื่อไม่มีเส้น filament อยู่ใน buffer แม่เหล็กจะถูกสปริงดันออกจาก sensor แต่เมื่อมีแต่เมื่อมีเส้น filament เส้นจะดันแม่เหล็กเข้าหา Hall sensor ทำให้ระบบรู้ว่ามีเส้นอยู่ในช่องทางเดินเส้น 1





ในเชิงการวิเคราะห์ปัญหา หากเครื่องแจ้งว่าไม่มีเส้น ทั้งที่ผู้ใช้ใส่เส้นแล้ว หรือมีอาการป้อนเส้นจาก AMS ไม่สม่ำเสมอ ควรตรวจสอบทั้งทางเดินควรตรวจสอบทั้งทางเดินท่อ PTFE, buffer part และ filament detection part ร่วมกัน เพราะแต่ละส่วนมีผลต่อการอ่านสถานะและแรงต้านของเส้น 1
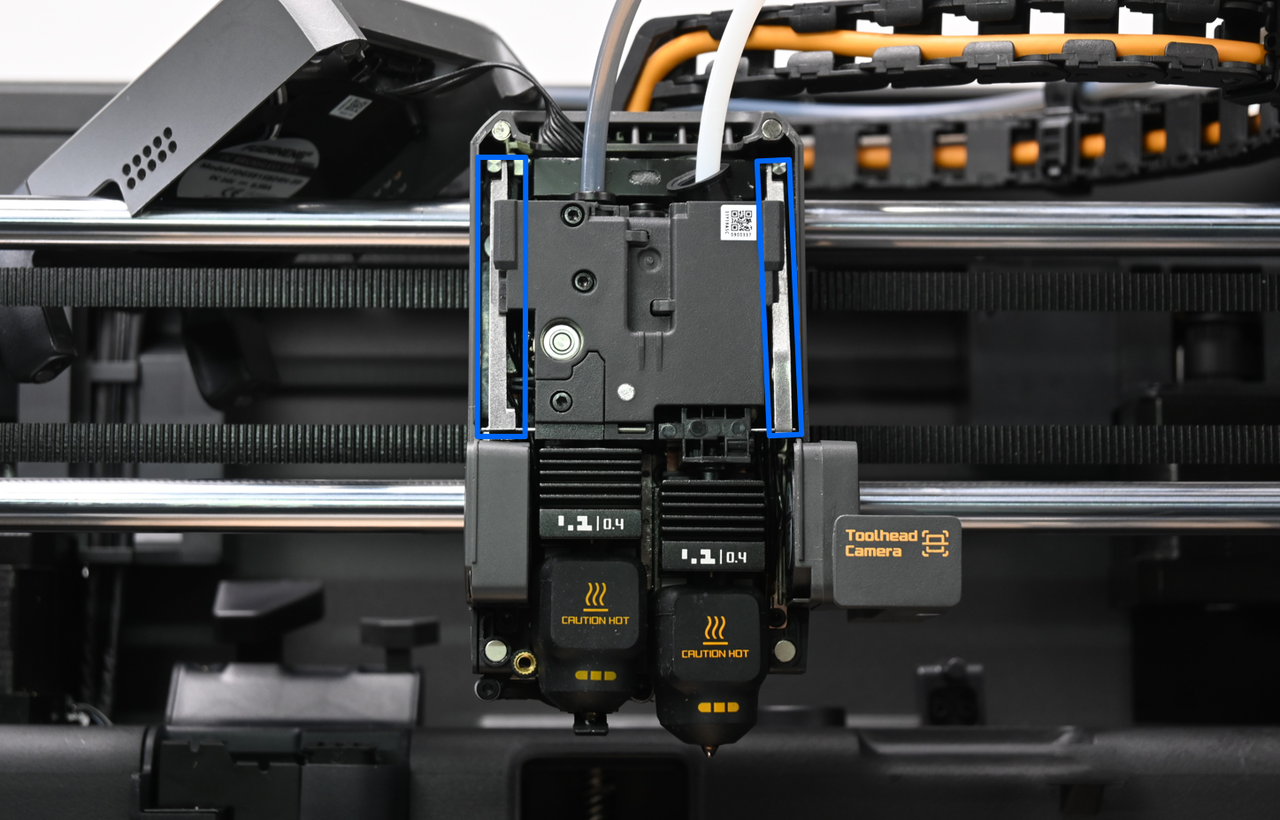
11. Belt Tensioner
บริเวณด้านหลังส่วนบนของ X2D มีระบบปรับความตึงสายพานแบบกึ่งอัตโนมัติ กลไกนี้ใช้แรงตึงคงที่จากสปริงภายใน ผู้ใช้สามารถคืนค่าความตึงสายพานให้อยู่ในระดับเหมาะสมได้ด้วยขั้นตอนพื้นฐาน เช่น คลายสกรูและขยับ toolhead ตามคู่มือเฉพาะของ Bambu Lab 1
เมื่อชิ้นงานพิมพ์ออกมาไม่กลมตามแบบเมื่อชิ้นงานพิมพ์ออกมาไม่กลมตามแบบที่เขียน มีลักษณะเป็นวงรีหรือมีลักษณะเป็นวงรี เกิด step loss งานพิมพ์ออกมาเหลื่อมกัน หรือเครื่องแจ้งว่า resonance frequency is too low ระหว่าง calibration อาการเหล่านี้อาจบ่งชี้ว่าสายพานตึงไม่พอ และควรตรวจตามคู่มือ X2D Belt Tensioning Guide 1


12. Electrical Components
ภายใน X2D มีชิ้นส่วนอิเล็กทรอนิกส์หลายชุด โดยส่วนสำคัญที่ต้นฉบับกล่าวถึงคือบอร์ดควบคุมหลักสองประเภท ได้แก่ AP Logic mainboard และ MC Motion Control Board ทั้งสองบอร์ดมีบทบาทต่างกันแต่ทำงานร่วมกันเพื่อควบคุมประสบการณ์ผู้ใช้ ระบบ AI และการเคลื่อนที่ของเครื่อง 1
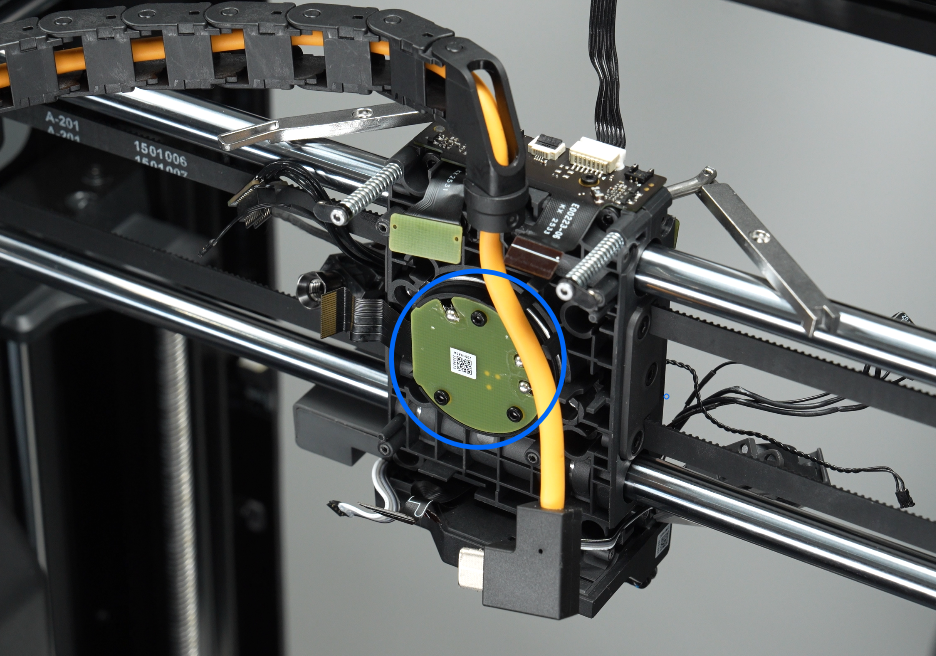
Main Control Board
AP Logic mainboard มี CPU แบบ quad-core และทำหน้าที่เชื่อมต่อกับอุปกรณ์ media electronic ต่าง ๆ ภายในเครื่อง บอร์ดนี้รับผิดชอบประสบการณ์การใช้งานหลักและฟังก์ชันอัจฉริยะของ X2D เช่น AI detection, flow calibration, vibration compensation รวมถึงการเชื่อมต่อระหว่าง slicer/mobile app กับเครื่อง 1

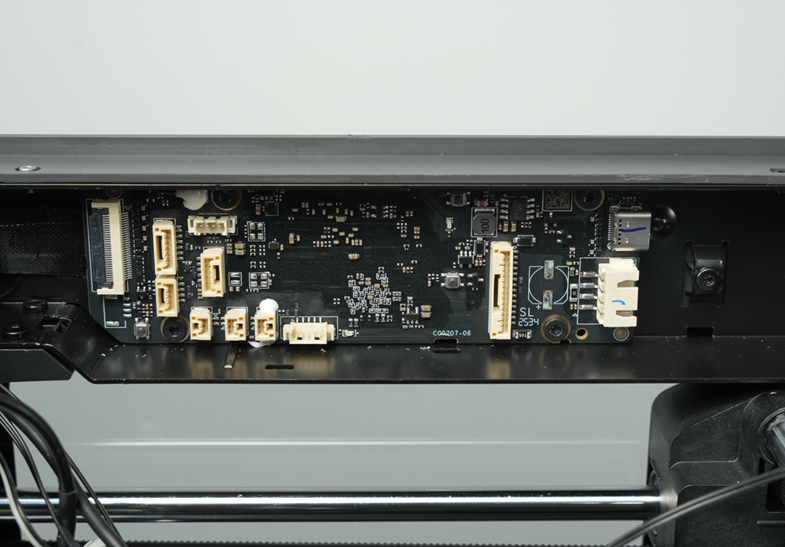
MC Motion Control Board มี dual M4-core MCU และ single M7-core MCU รวมถึง stepper driver และจุดเชื่อมต่อกับอุปกรณ์ควบคุมการเคลื่อนที่ต่าง ๆ ภายในเครื่อง หน้าที่หลักคือควบคุมการเคลื่อนที่ XYZ, ควบคุมอุณหภูมิ heated bed, ตรวจจับสถานะ chamber เช่น front door และควบคุมระบบหมุนเวียนอากาศ หลังได้รับ G-code stream จาก CPU, MCU จะควบคุมการเคลื่อนที่และสถานะจริงของเครื่อง 1


USB Storage Port และหน้าจอ
X2D มีพอร์ต USB-A ที่รองรับ USB 2.0 สำหรับใช้งาน offline printing ผ่าน USB drive และใช้บันทึกไฟล์ time-lapse video ได้ นอกจากนี้เครื่องยังมีหน้าจอสัมผัสขนาด 5 นิ้ว ความละเอียด 1280 × 720 เพื่อให้ผู้ใช้งานควบคุมเครื่องผ่านอินเทอร์เฟซที่ลื่นไหลขึ้น 1
13. Camera: กล้องสำหรับ calibration, monitoring และ AI detection
Toolhead Camera
Toolhead camera มีความละเอียด 1600 × 1200 และ frame rate 30 fps ทำหน้าที่สนับสนุนการ calibrate nozzle offset, motion accuracy calibration และ build plate alignment detection กล้องตัวนี้จึงเกี่ยวข้องกับความแม่นยำในการตั้งค่าก่อนพิมพ์และการตรวจตำแหน่งสำคัญภายในเครื่อง 1


Live View Camera
Live view camera มีความละเอียด 1920 × 1080 และ frame rate 30 fps ใช้ดูภาพภายใน chamber แบบ live view, บันทึก timelapse และรองรับฟังก์ชัน AI detection ที่จำเป็นต่อการเฝ้าดูงานพิมพ์ 1


สรุปสำหรับผู้ใช้งาน Bambu Lab X2D
บทความนี้ควรถูกใช้เป็น “แผนที่ชิ้นส่วน” ของ X2D ก่อนเริ่มใช้งานหรือก่อนตรวจอาการผิดปกติ เพราะ X2D มีระบบหลายส่วนที่ทำงานสัมพันธ์กัน เช่น auxiliary extruder ที่สัมพันธ์กับ filament buffer, toolhead ที่สัมพันธ์กับ flow blocker และ filament cutter, รวมถึง adaptive airflow ที่สัมพันธ์กับวัสดุและอุณหภูมิ chamber การเข้าใจแต่ละจุดจะช่วยให้ตรวจอาการได้เป็นระบบและลดการแก้ปัญหาแบบเดาสุ่ม 1
| หากพบอาการ | ส่วนที่ควรเริ่มตรวจ | เหตุผล |
|---|---|---|
| ป้อนเส้นจาก AMS ไม่สม่ำเสมอ | Filament buffer, PTFE path, auxiliary extruder | เกี่ยวข้องกับแรงต้านและการตรวจจับเส้น |
| หัวฉีดไหลเยิ้มขณะพัก | Flow blocker, nozzle switching lever | เป็นกลไกที่ช่วยปิดกั้น nozzle ที่ไม่ได้ใช้งาน |
| เส้นตันหลังพิมพ์ไปสักพัก | Cooling fan for hotend, hotend cold section | เกี่ยวข้องกับ heat creep และการระบายความร้อน |
| สลับหัวฉีดแล้วชิ้นงานเหลื่อม | Nozzle offset calibration coil, calibration process | ต้นฉบับแนะนำให้ทำ nozzle offset calibration เมื่อพบ layer shift หลังสลับหัวฉีด |
| ชิ้นงานเป็นวงรีหรือมี step loss | Belt tensioner | อาจเกี่ยวข้องกับความตึงสายพานไม่พอ |
| ต้องพิมพ์วัสดุกลิ่นแรงหรือวัสดุอุณหภูมิสูง | Adaptive airflow, chamber exhaust fan, air filter | เกี่ยวข้องกับการคุม chamber และการกรองอากาศ |
หากปัญหายังไม่ถูกแก้ไขหลังตรวจตามจุดที่เกี่ยวข้อง Bambu Lab แนะนำให้ส่ง support ticket พร้อมแนบ printer logs รูปภาพ หรือรายละเอียดเพิ่มเติม เพื่อให้ทีมเทคนิคช่วยวิเคราะห์ต่อ และสามารถใช้ Bambu AI สำหรับคำถามทั่วไปหรือคำแนะนำการใช้งานเบื้องต้นได้ 1