เส้นฉีดออกมาติดฐานไม่สม่ำเสมอเป็นรอยคลื่น
ชั้นแรก หรือ first layer เป็นส่วนที่กำหนดความสำเร็จของงานพิมพ์ 3 มิติเป็นอย่างมาก เพราะเป็นชั้นที่ต้องยึดติดกับ build plate และเป็นฐานให้ชั้นถัดไปทั้งหมด หากชั้นแรกมีตำแหน่งต่ำหรือสูงผิดปกติ งานพิมพ์อาจยังเริ่มพิมพ์ได้ แต่จะเพิ่มความเสี่ยงต่อปัญหา เช่น งานหลุดจากแผ่น งานโก่ง เส้นสะสมที่ปลายหัวฉีด หรือผิวด้านล่างของชิ้นงานไม่สวยตามที่ต้องการ
รายการ | รายละเอียด |
|---|---|
รุ่นเครื่องที่เกี่ยวข้อง | Bambu Lab X2D |
อาการที่คู่มือนี้ครอบคลุม | First layer ต่ำเกินไปทั้งแผ่น, ต่ำเฉพาะบางจุด, สูงเกินไปหรือเส้นห่าง, pattern เส้นห่างซ้ำตำแหน่งเดิม |
วิธีที่ใช้ในบทความ | Auto Bed Leveling, High-temperature Bed Leveling, First Layer Quality Calibration, manual leveling, ตรวจ nozzle และ nozzle wiper, ขัน heating assembly |
ค่าที่อ้างอิงจากต้นฉบับ | อุ่น heatbed 55 °C เป็นเวลา 5 นาทีในขั้นตอนคลาย thermal stress และ manual leveling, ปรับ first layer gap ครั้งละประมาณ ±0.02 mm และไม่เกินประมาณ ±0.05 mm ตามอาการ |
1. ทำไม First Layer ถึงมีผลกับคุณภาพงานพิมพ์
ในงานพิมพ์ 3 มิติ ชั้นแรกเป็นจุดเริ่มต้นที่เชื่อมระหว่างโมเดลกับแผ่นพิมพ์ หากชั้นแรกสมดุล เส้นพลาสติกจะถูกกดลงบนแผ่นพิมพ์พอดี มีการยึดเกาะที่ดี และสร้างฐานที่มั่นคงให้ชั้นถัดไป แต่ถ้าระยะระหว่างหัวฉีดกับแผ่นพิมพ์ผิดไปมาก ผลเสียจะเริ่มตั้งแต่พื้นผิวด้านล่างของชิ้นงาน ไปจนถึงการพิมพ์ล้มเหลวกลางคัน
อาการหลักของ first layer ที่ผิดปกติแบ่งได้เป็นสองกลุ่มใหญ่ คือ หัวฉีดใกล้ heatbed เกินไป และ หัวฉีดห่าง heatbed เกินไป ซึ่งทั้งสองแบบให้ผลเสียต่างกัน การแยกอาการให้ถูกตั้งแต่ต้นจะช่วยลดการปรับผิดทิศ เช่น งานที่หัวฉีดต่ำเกินไปไม่ควรแก้ด้วยการลดช่องว่าง เพิ่มอีก เพราะจะทำให้หัวฉีดกดชั้นแรกมากขึ้นกว่าเดิม
กลุ่มอาการ | ลักษณะที่พบ | ความเสี่ยงที่ตามมา |
|---|---|---|
หัวฉีดใกล้ heatbed เกินไป หรือ first layer ต่ำเกินไป | เส้นถูกกดแบนมาก พื้นผิวดูถูหรือเป็นรอย หัวฉีดอาจครูดแผ่นพิมพ์ | อาจทำให้ nozzle หรือ build plate เสียหาย งานติดแผ่นแน่นจนแกะยาก ชิ้นงานฉีก หรือเส้นสะสมที่ปลายหัวฉีดจนเกิดอาการคล้าย clogging |
หัวฉีดห่าง heatbed เกินไป หรือ first layer สูงเกินไป | เส้นแยกจากกัน มีช่องว่าง เส้นไม่เชื่อมดี หรือยึดเกาะแผ่นไม่พอ | งานด้านล่างไม่สวย ความแข็งแรงลดลง งานโก่ง หลุดจากแผ่น เลื่อนตำแหน่ง เกิด spaghetti หรือเกิดอาการพิมพ์ล้มเหลวระหว่างงาน |
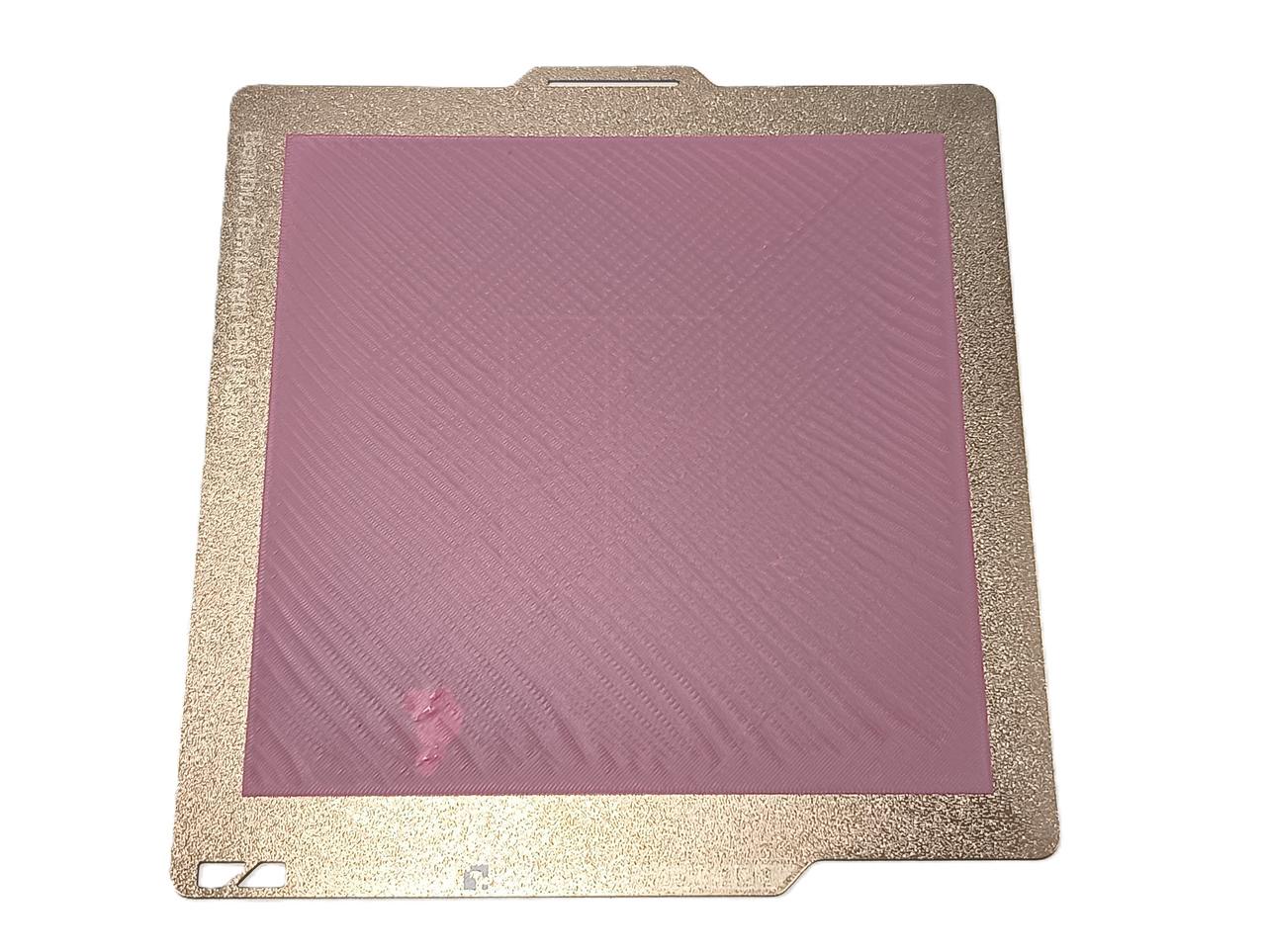
2. ตัวอย่าง First Layer ที่ถือว่ายังใช้งานได้ดี
ชั้นแรกที่ดีไม่จำเป็นต้องสมบูรณ์แบบทุกตารางมิลลิเมตรเสมอไป การมี defect เล็กน้อย เช่น ความกว้างเส้นแกว่งเล็กน้อย หรือมีรอยย่นเฉพาะบางบริเวณ ยังไม่กระทบการพิมพ์ หากพื้นที่ส่วนใหญ่ของ first layer ยังเรียบ ยึดเกาะดี และไม่ทำให้การเชื่อมกับชั้นถัดไปเสียไปอย่างมีนัยสำคัญ
สำหรับงานที่พิมพ์ได้ถูกต้อง เส้นชั้นแรกควรเรียงตัวสม่ำเสมอ ไม่มีช่องว่างกว้างระหว่างเส้น และไม่ถูกกดจนเกิดรอยครูดชัดเจน เมื่อดูโดยรวมควรเห็นพื้นผิวที่ต่อเนื่องพอดี ไม่เป็นเส้นแยกหรือเป็นแผ่นบางที่ถูกบี้มากเกินไป
จากประสบการณ์งานซัพพอร์ต จุดที่ควรดูคือภาพรวมของพื้นที่พิมพ์ ไม่ใช่ดูเฉพาะตำแหน่งเล็ก ๆ เพียงจุดเดียว หากมีรอยเล็กน้อยแต่ชิ้นงานยังยึดแผ่นดีและไม่หลุดระหว่างพิมพ์ อาจไม่จำเป็นต้องปรับเครื่องมากเกินไป เพราะการปรับซ้ำโดยไม่มีอาการชัดเจนอาจทำให้ค่าที่เดิมใช้ได้ดีคลาดเคลื่อนได้
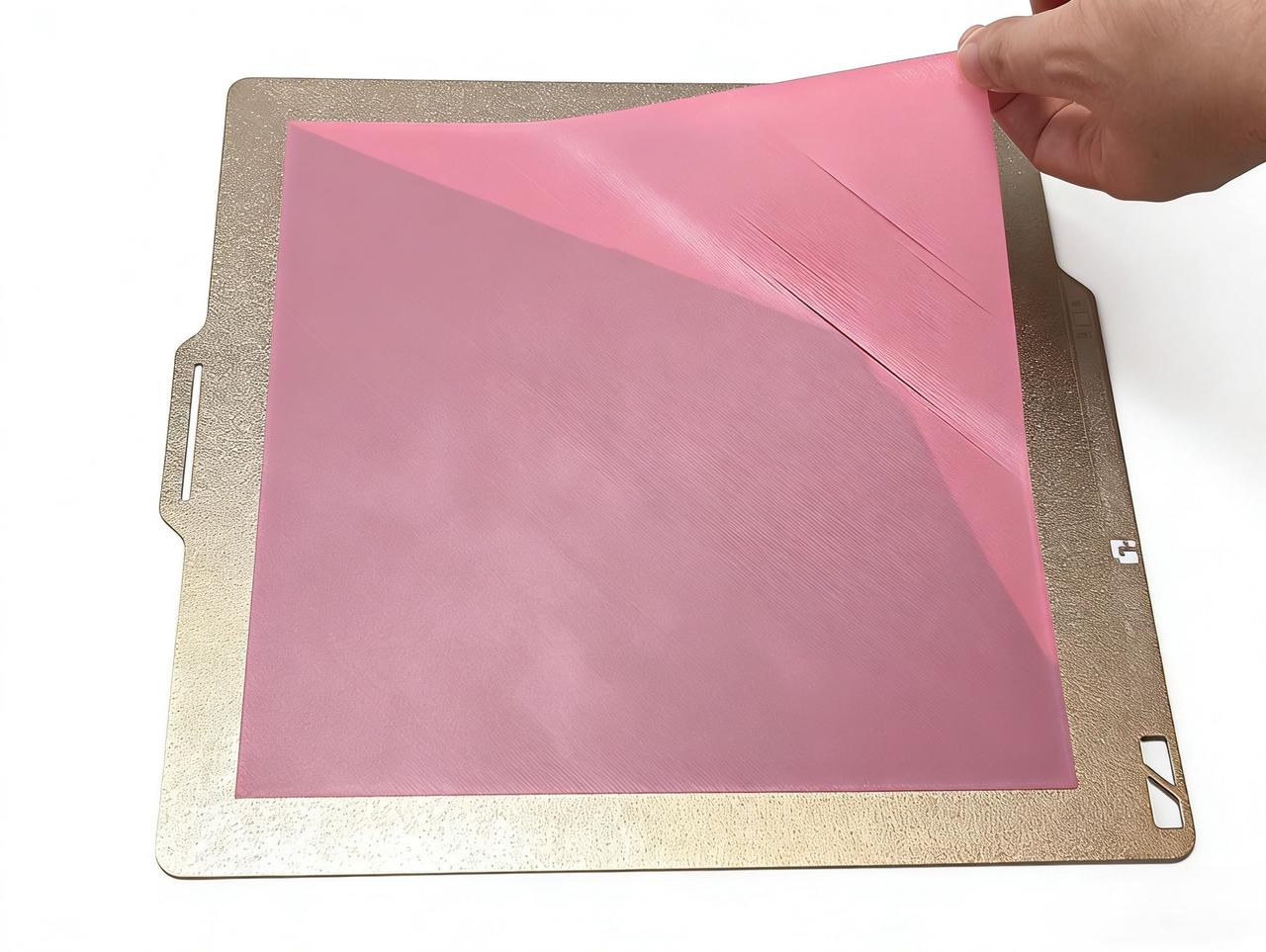
การที่ปริ้นงานเต็มแผ่น แล้วมีบางส่วนออกมาไม่ดี อาจจะเกิดจากหลายปัจจัย แต่ที่พบบ่อยคือ แผ่นฐานพิมพ์สกปรก มีคราบกาว หรือมีคราบนิ้วมือติดอยู่ที่ฐาน ทำให้การวัดค่าผิดพลาด ทางร้านแนะนำก่อนที่จะทำการปรับ ลองเอาแผ่นฐานไปล้างน้ำอุ่น และตามน้ำยาล้างจาน เช็ดให้แห้ง และก่อนพิมพ์ ให้เอาแอลกฮอล์ IPA 99% มาเช็ดฐานก่อนอีกรอบ
3. การ Calibration และ Leveling ก่อนเริ่มแก้ปัญหา
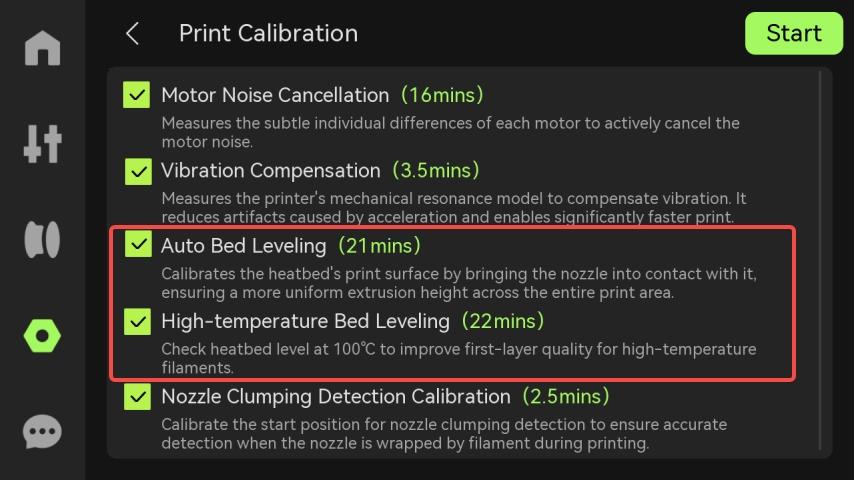
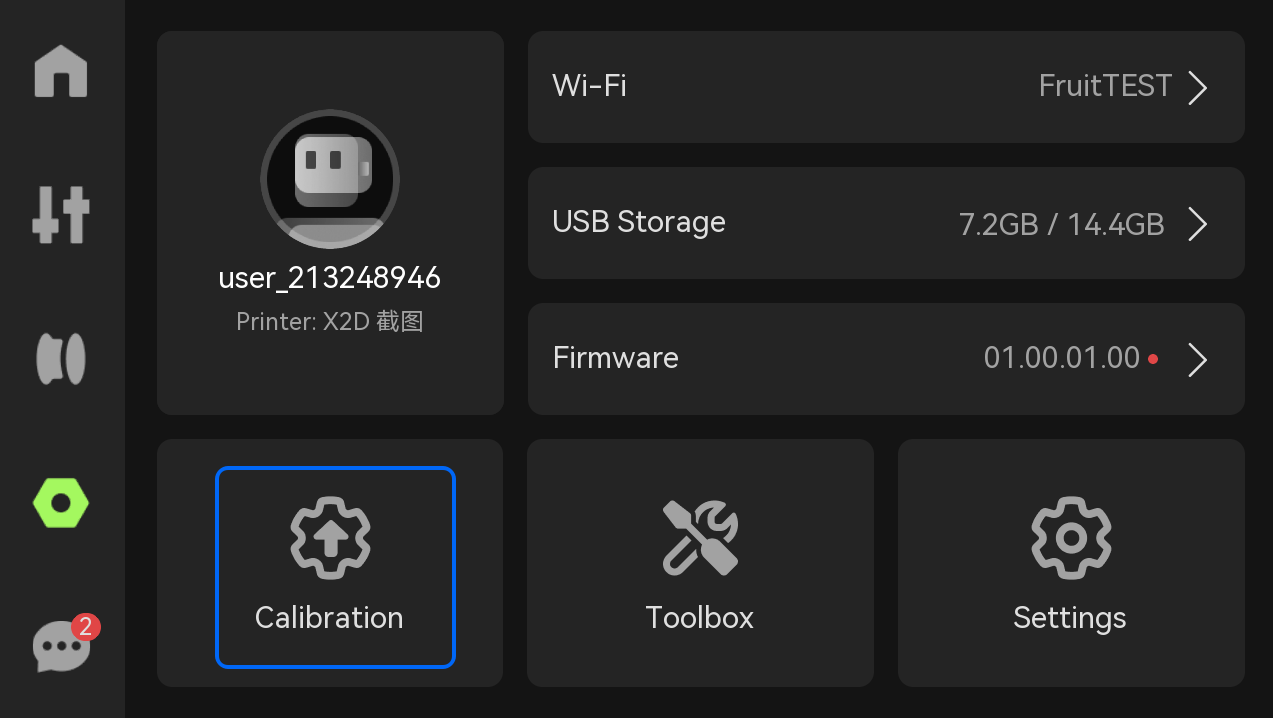
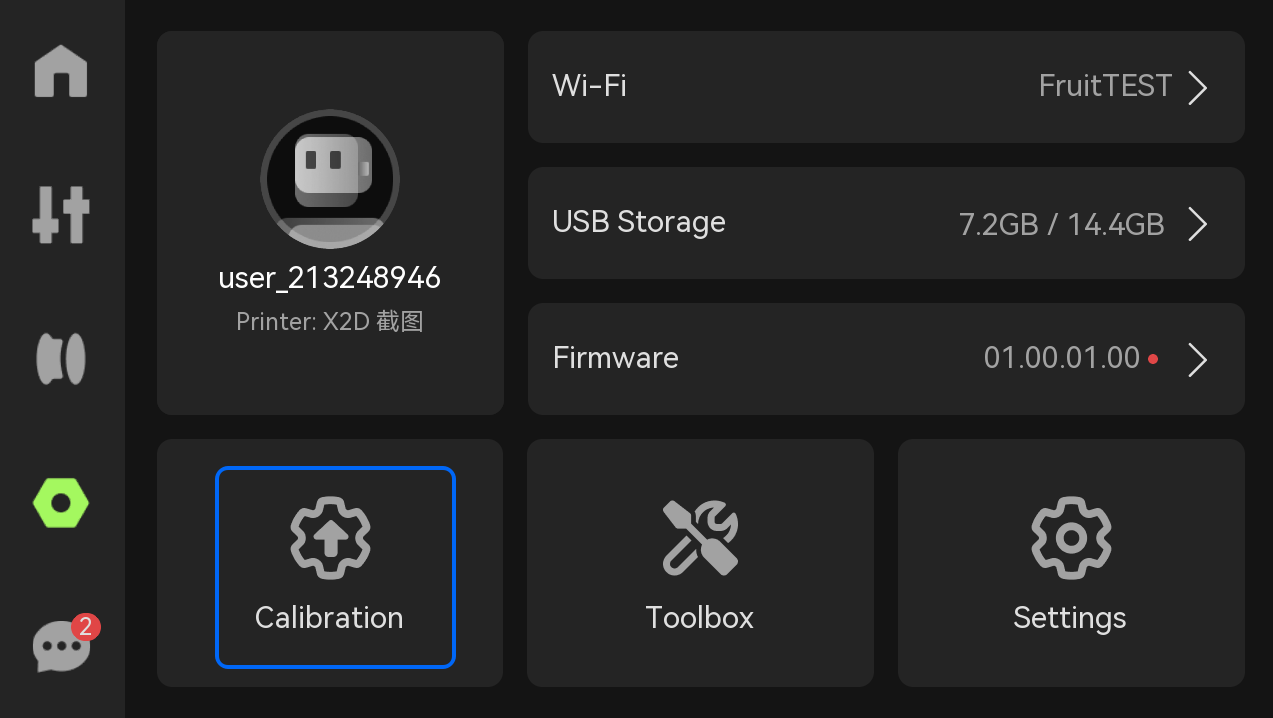
ไม่ว่าอาการ first layer จะเป็นแบบต่ำเกินไปหรือสูงเกินไป ขั้นตอนแรกที่ควรทำคือรัน Auto Bed Leveling และ High-temperature Bed Leveling ผ่านเมนู Settings > Calibration > Print Calibration โดยเฉพาะเมื่อเครื่องถูกเคลื่อนย้าย เก็บไว้นาน มีการถอดประกอบ heatbed หรือเปลี่ยน heatbed ใหม่ เพราะข้อมูล leveling เดิมอาจไม่สอดคล้องกับสภาพเครื่องปัจจุบันแล้ว
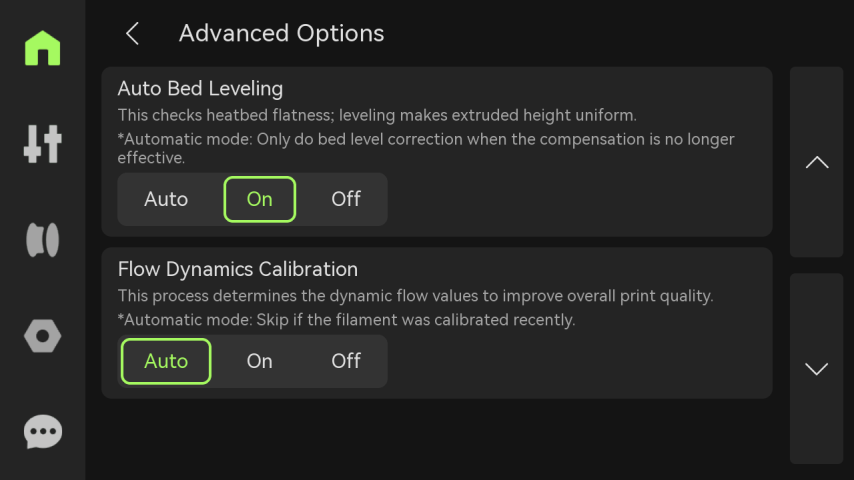
แนะนำให้เลือกแค่ 2 หัวข้อในกรอบสี่เหลี่ยมก็พอ เพื่อช่วยประหยัดเวลาในการทำ Calibration
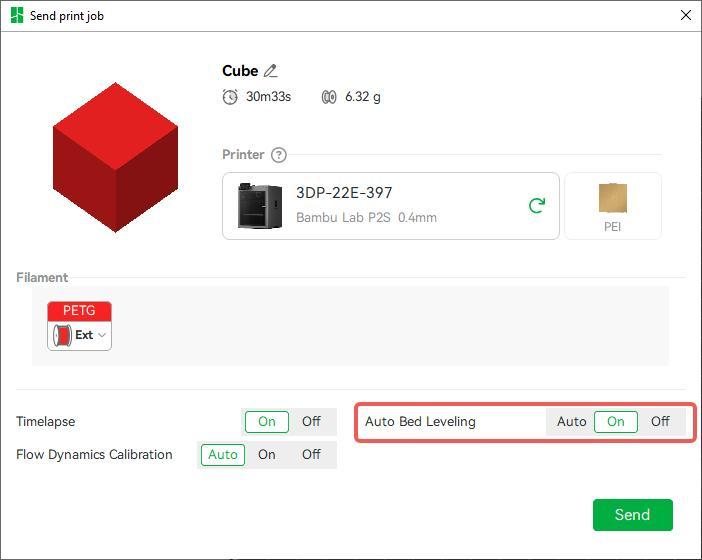
ก่อนส่งงานพิมพ์ ควรเปิด Auto Bed Leveling ในหน้าต่างส่งงาน เพื่อให้เครื่องทำ quick leveling ก่อนเริ่มพิมพ์แต่ละงาน วิธีนี้ช่วยให้เครื่องมีข้อมูลชดเชยพื้นผิวแผ่นพิมพ์ล่าสุดก่อนเริ่มสร้างชั้นแรก
นอกจากการเปิดจากหน้าส่งงานแล้ว ผู้ใช้ยังสามารถเปิด Auto Bed Leveling จากหน้าจอของเครื่องได้ที่เมนู Advanced Options > Auto Bed Leveling โดยข้อมูล leveling ก่อนพิมพ์และข้อมูล calibration leveling เช่น Auto Bed Leveling และ High-temperature Bed Leveling จะถูกบันทึกไว้ในเครื่อง และระบบจะนำข้อมูลทั้งสองชุดมาประกอบกันระหว่างพิมพ์
สถานการณ์ | สิ่งที่แนะนำให้ทำก่อนแก้จุดอื่น |
|---|---|
เครื่องเพิ่งถูกย้ายตำแหน่ง | รัน Print Calibration และเปิด Auto Bed Leveling ก่อนพิมพ์ทดสอบ |
เครื่องถูกเก็บไว้นาน | รัน leveling ใหม่ เพราะสภาพกลไกและ heatbed อาจเปลี่ยนไปจากเดิม |
มีการถอดหรือเปลี่ยน heatbed | รัน calibration leveling ใหม่ก่อนใช้งานจริง |
First layer ผิดปกติหลังเปลี่ยน nozzle หรือทำ maintenance | ตรวจการล็อก nozzle แล้วรัน calibration อีกครั้ง |
4. อาการ A: First Layer ต่ำเกินไปทั้งแผ่น หรือพื้นที่ใหญ่
หากชั้นแรกต่ำเกินไปทั่วทั้งแผ่น มักเห็นว่าเส้นถูกกดแน่นมาก พื้นผิวเหมือนถูกครูด หรือหัวฉีดลากผ่านพลาสติกและแผ่นพิมพ์มากเกินไป อาการนี้ควรแก้ด้วยการตรวจการติดตั้งหัวฉีดก่อน แล้วจึงค่อยปรับค่า Z-Axis Zero Offset หรือ first layer gap ตามลำดับ
ขั้นตอนแรกคือ ตรวจว่าหัวฉีดติดตั้งถูกต้องหรือไม่ โดยคลิปล็อกต้องยึดแน่นและอยู่ในตำแหน่งที่ถูกต้อง หาก nozzle ยึดไม่แน่น ตำแหน่งปลายหัวฉีดจริงอาจเปลี่ยนไป ทำให้ค่าที่เครื่องวัดได้ไม่ตรงกับตำแหน่งขณะพิมพ์จริง

หลังติดตั้ง nozzle แล้ว ให้ลองขยับหัวฉีดด้วยมืออย่างระมัดระวังเพื่อตรวจความมั่นคง หากมีการโยกหรือหลวม แสดงว่าหัวฉีดยังไม่ได้ยึดแน่นเต็มที่ ควรแก้การติดตั้งให้เรียบร้อยก่อนเริ่มปรับค่า offset เพราะการปรับค่าตัวเลขในเครื่องหรือซอฟต์แวร์ไม่สามารถชดเชยหัวฉีดที่หลวมทางกลไกได้อย่างแม่นยำ
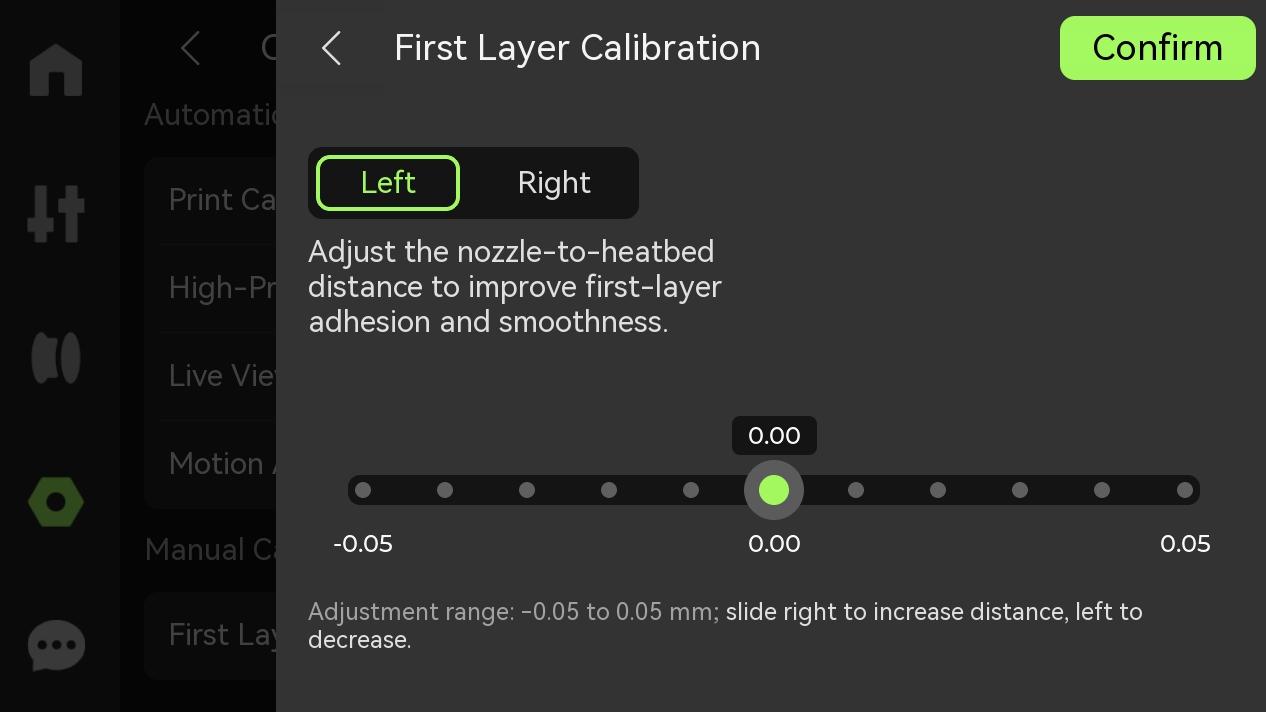
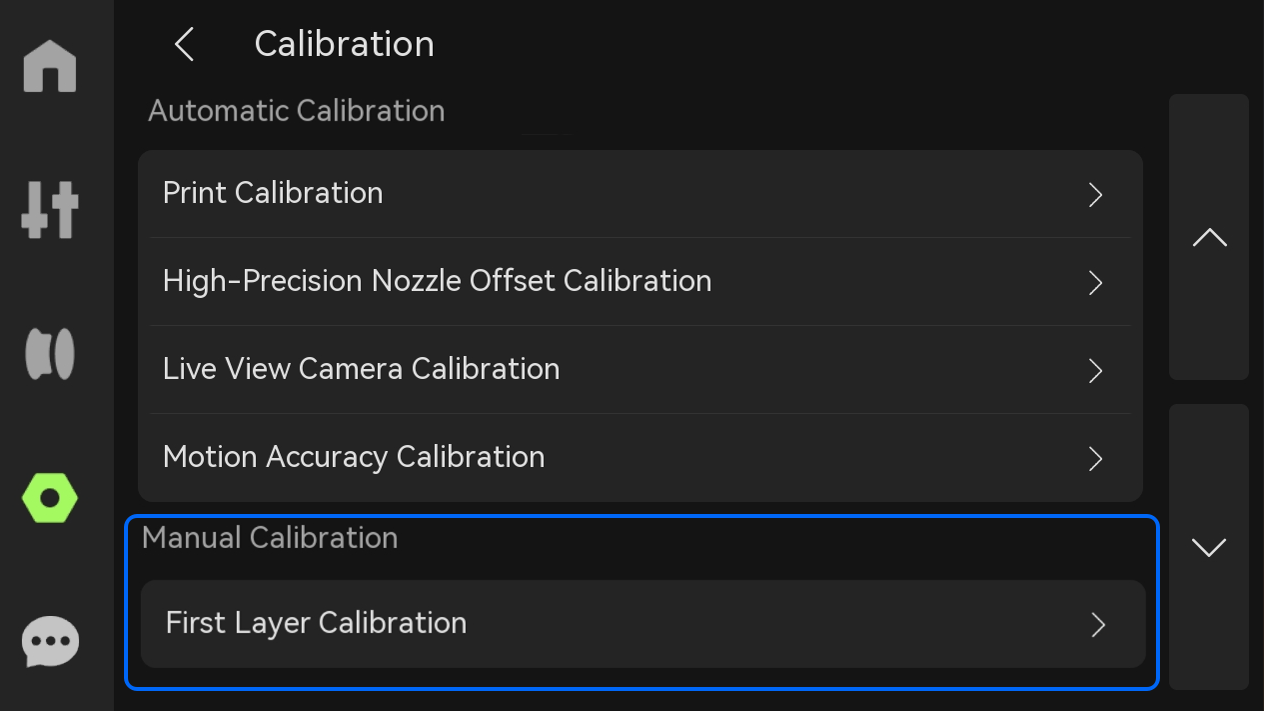
เมื่อตรวจหัวฉีดเรียบร้อยแล้ว ให้เข้าไปที่หน้า Calibration แล้วเลือก First Layer Quality Calibration เพื่อปรับค่าชั้นแรกตามอาการที่พบ
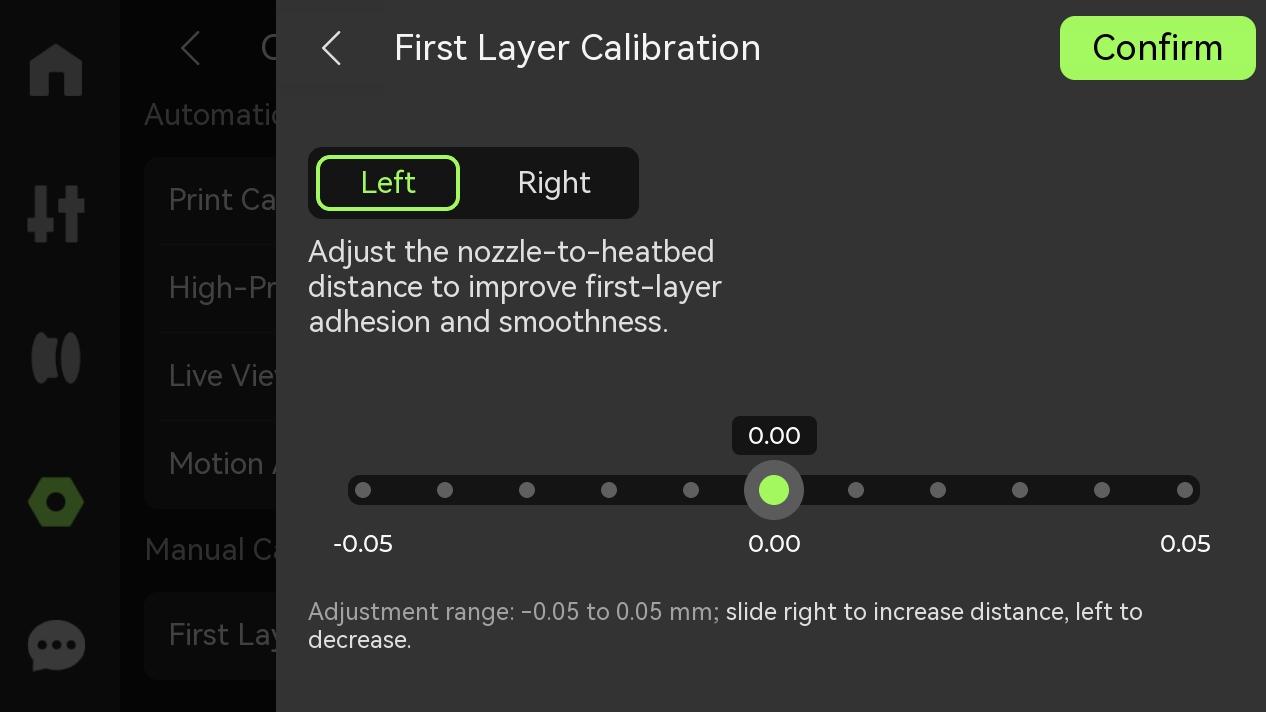
สำหรับอาการ first layer ต่ำเกินไป ต้นฉบับแนะนำให้ปรับ first layer gap ไปทางบวก เริ่มที่ประมาณ +0.02 mm แล้วพิมพ์ทดสอบอีกครั้ง หากยังต่ำเกินไปจึงค่อย ๆ เพิ่มจนถึงประมาณ +0.05 mm หรือจนกว่าชั้นแรกจะอยู่ในช่วงที่เหมาะสม
ผลหลังปรับค่า gap | แนวทางต่อไป |
|---|---|
เส้นยังถูกกดมากและมีรอยครูด | เพิ่มค่า gap ทีละน้อยในทิศทางบวกตามคำแนะนำของเครื่อง |
เส้นเริ่มเรียบและไม่ถูกกดเกินไป | พิมพ์ทดสอบพื้นที่เล็กก่อนกลับไปพิมพ์งานจริง |
เส้นเริ่มห่างหรือไม่ติดแผ่น | ถอยค่ากลับ เพราะอาจปรับสูงเกินไปแล้ว |
5. อาการ B: First Layer ต่ำเฉพาะบางพื้นที่
ถ้า first layer ต่ำเฉพาะบางบริเวณ แต่ไม่ได้ต่ำทั้งแผ่น สาเหตุอาจเกี่ยวข้องกับความเครียดจากความร้อนของ heatbed หรือการตั้งระดับเชิงกลในบางจุด ต้นฉบับจึงให้เริ่มจากการ homing อุ่น heatbed และคลาย/ขันสกรูยึดบางตำแหน่งก่อน หากยังไม่หายจึงค่อยเข้าสู่ manual leveling
อาการนี้เกิดจากการที่ฐานทำความร้อนโดนยึดอยู่กับที่ แต่เจอความร้อนทำให้ฐานเกิดการบิดตัวและโก่ง ซึ่งการแก้ไข คือการคลายแรงเค้นที่กระทำต่อฐานเวลาเจอความร้อน โดยการจัดระยะฐานใหม่
5.1 คลายความเครียดจากความร้อนและตรวจจุดยึด heatbed
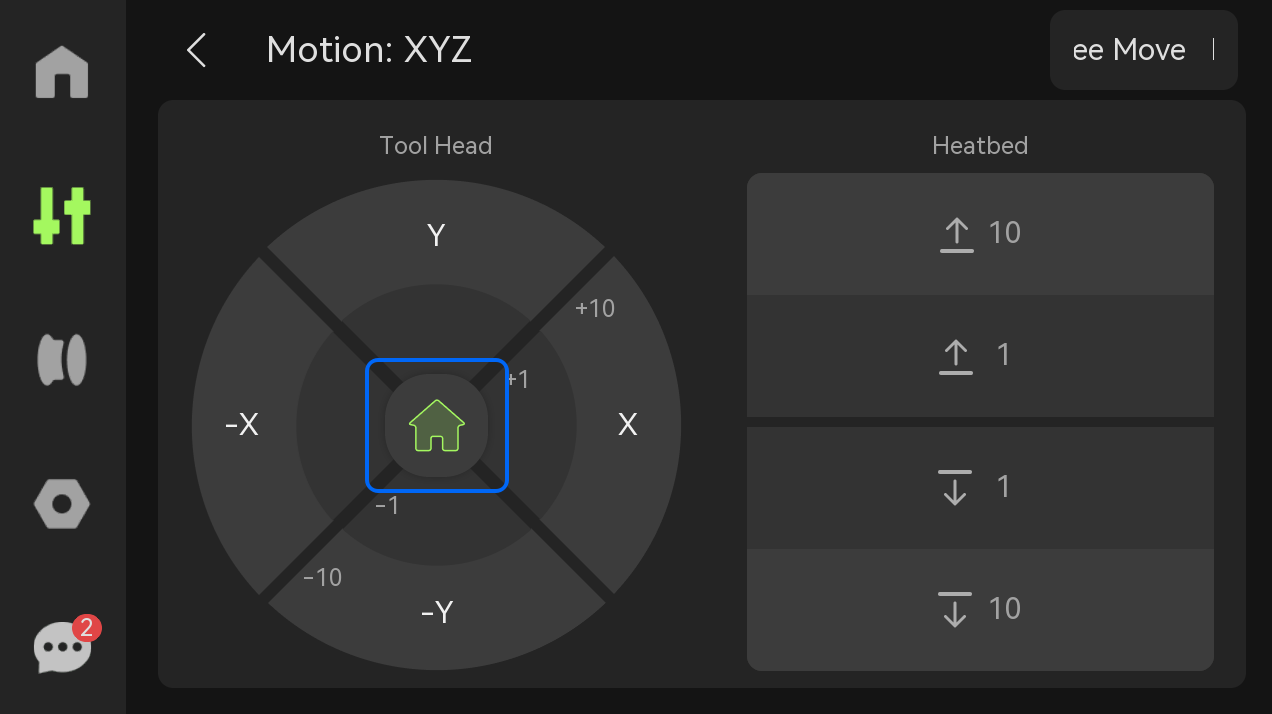
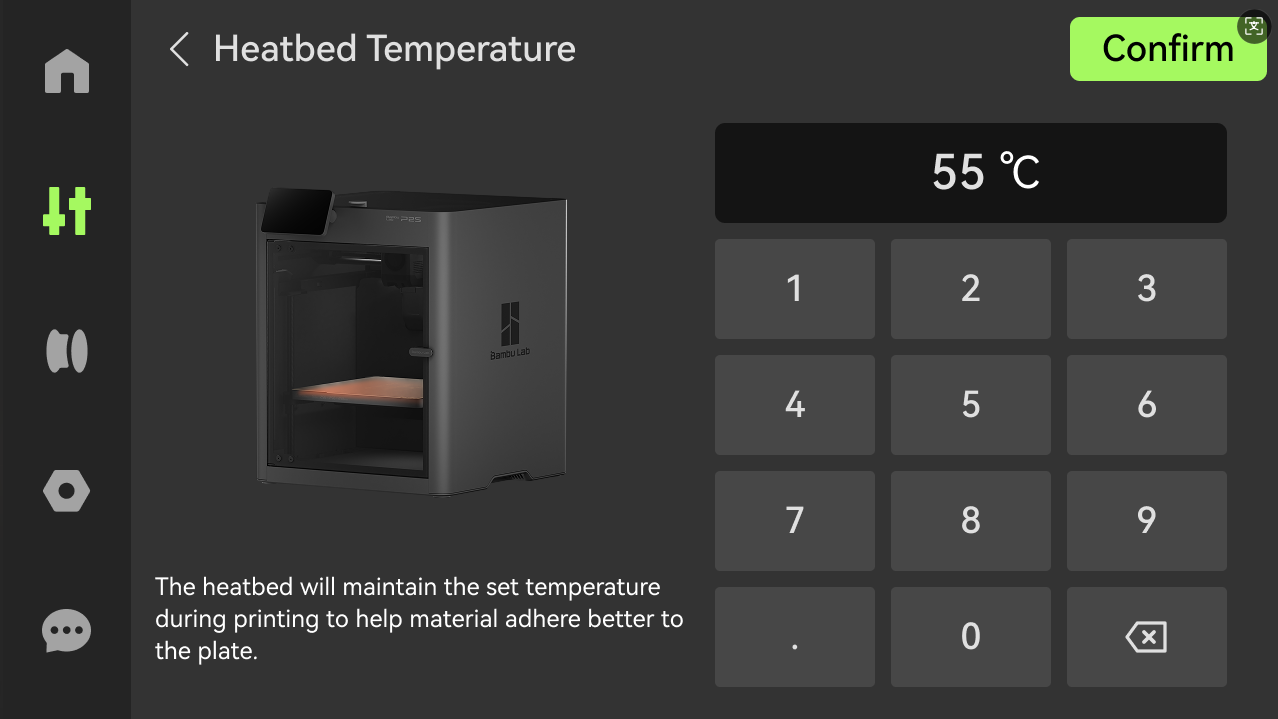
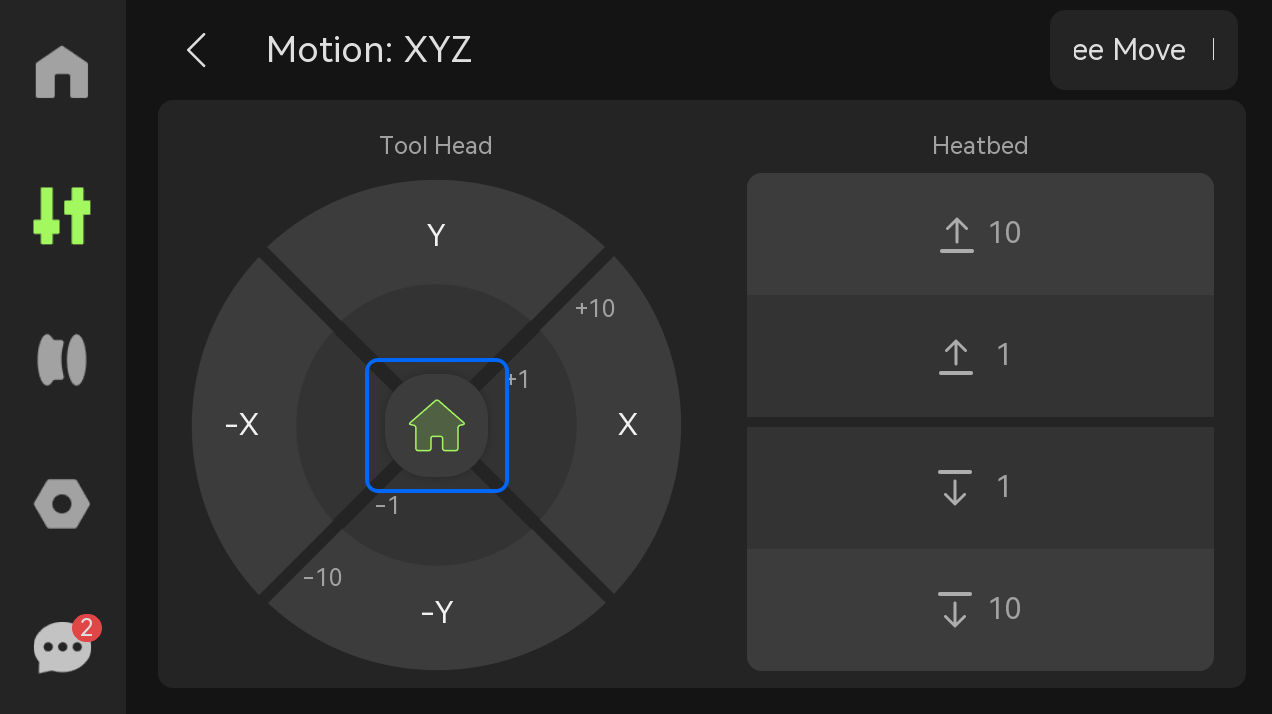
ให้กด Homing ก่อน เพื่อให้เครื่องกลับไปยังตำแหน่งอ้างอิง จากนั้นตั้งอุณหภูมิ heatbed ไปที่ 55 °C และรอประมาณ 5 นาที เพื่อช่วยให้ heatbed เข้าสู่สภาวะอุณหภูมิที่เสถียรขึ้นก่อนปรับเชิงกล
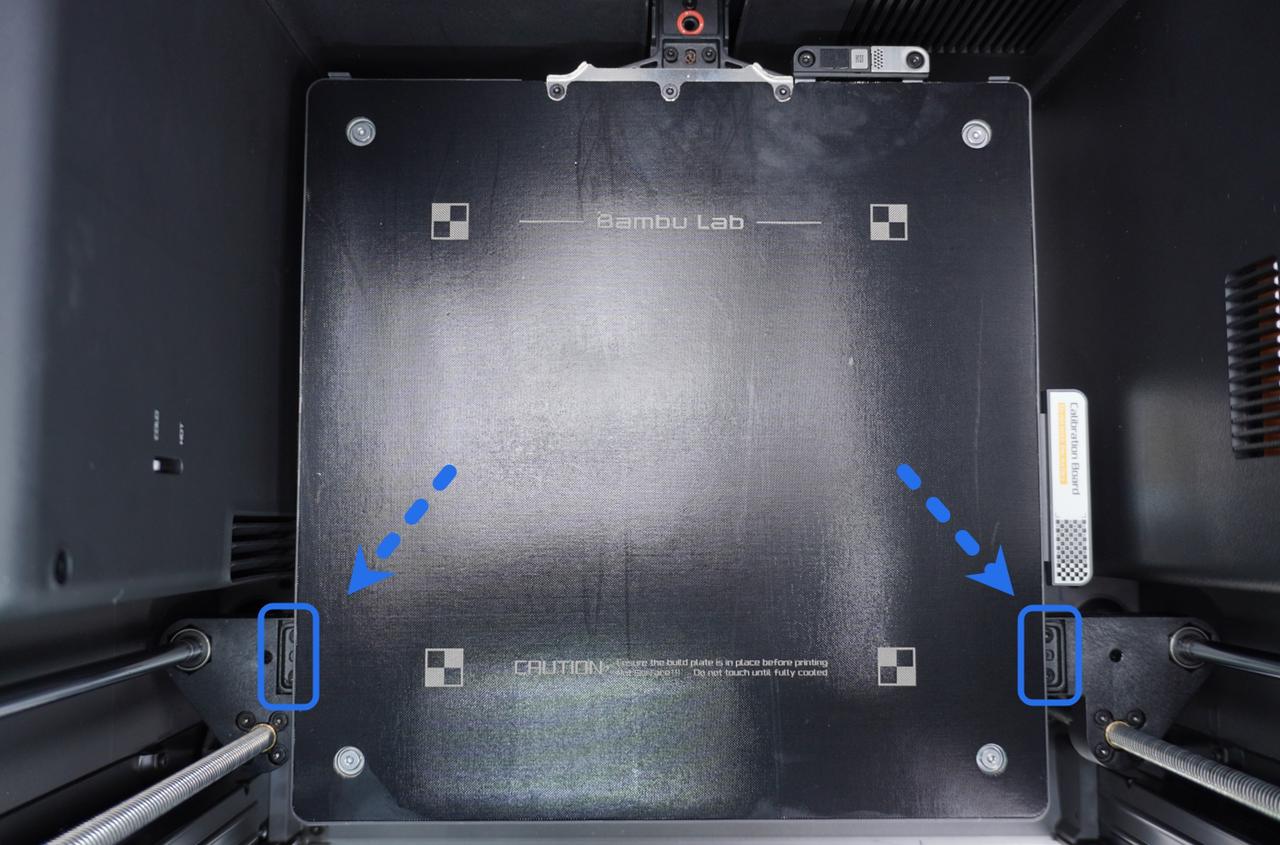
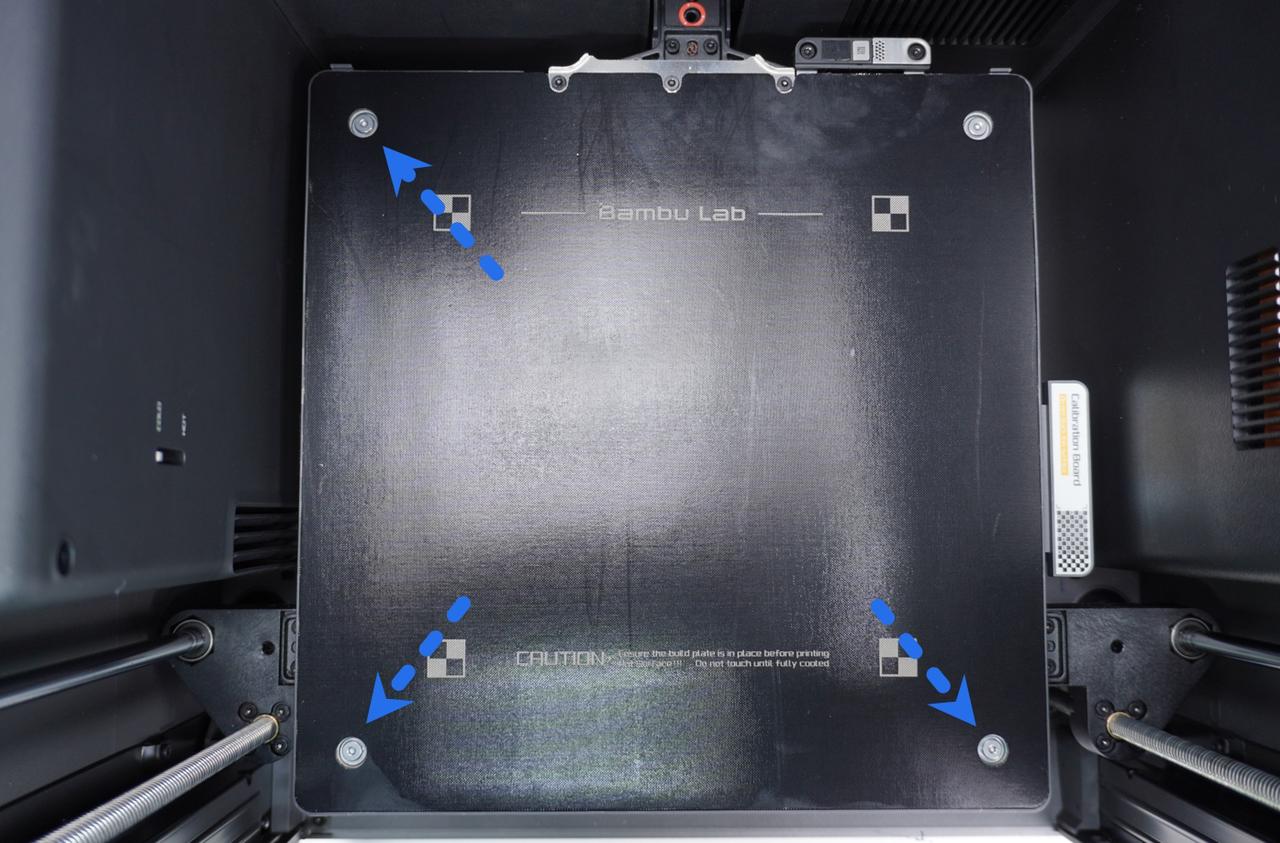
จากนั้นให้คลายสกรูยึด 4 ตัวตามตำแหน่งในภาพ แล้วขันกลับให้แน่นพอดี โดยต้องแน่ใจว่า heatbed metal bracket และ Z-axis slider ไม่สัมผัสกันในทิศทาง XY เพราะการสัมผัสผิดตำแหน่งอาจทำให้ heatbed เคลื่อนตัวหรือชดเชยระดับได้ไม่ถูกต้อง
หลังทำขั้นตอนนี้แล้ว ให้ทดสอบพิมพ์ first layer อีกครั้งก่อนข้ามไป manual leveling เพราะบางกรณีการคลายความเครียดและจัดตำแหน่งจุดยึดใหม่ก็เพียงพอให้ชั้นแรกกลับมาสม่ำเสมอได้
5.2 Manual Leveling เมื่อวิธีปกติยังแก้ไม่หาย
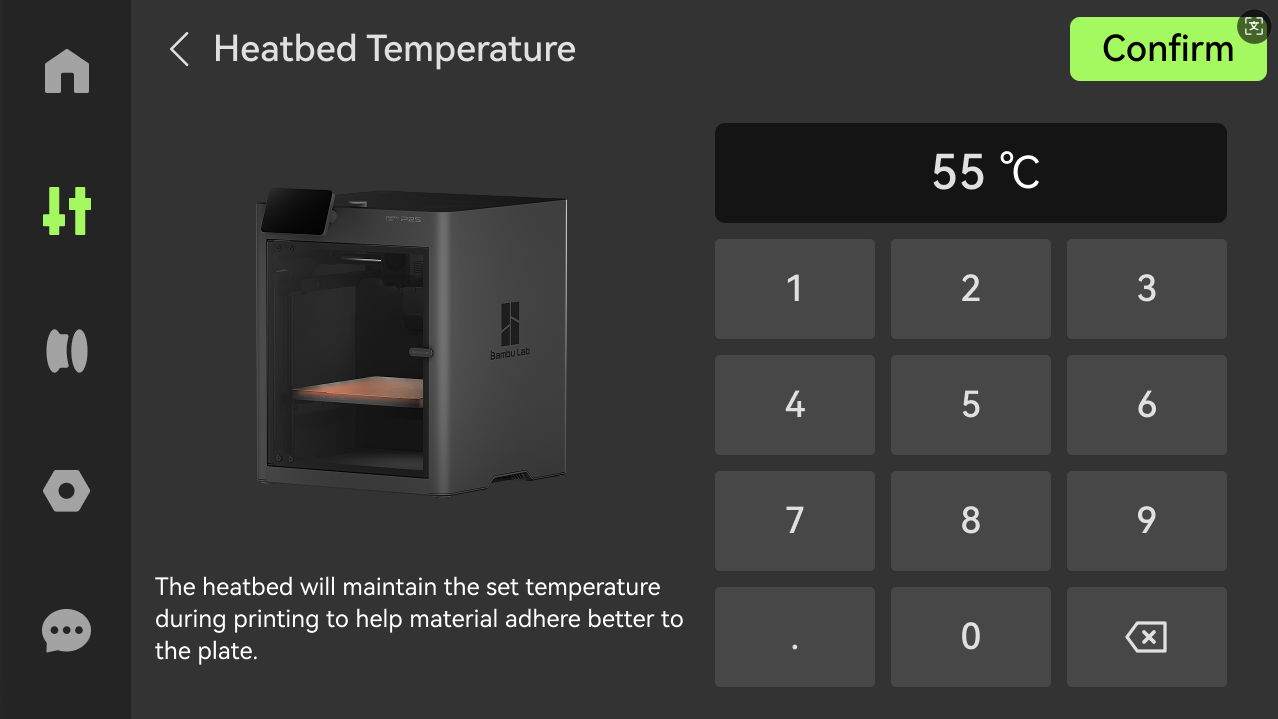
หากอาการยังไม่ดีขึ้น ให้ทำ manual leveling โดยเริ่มจากกด Homing อีกครั้ง แล้วตั้ง heatbed ที่ 55 °C และรอ 5 นาที เหมือนขั้นตอนก่อนหน้า เพื่อให้การปรับระดับเกิดในสภาวะความร้อนที่ใกล้เคียงกัน
ก่อนปรับ ให้ขันสกรู leveling 3 ตัวบน heatbed ให้สุดก่อน โดยสกรูด้านหลังขวาถูกล็อกไว้และไม่ควรปรับ ควรพยายามตั้งสกรูให้อยู่ใกล้ตำแหน่งกึ่งกลางของรู ไม่เอียงไปด้านใดด้านหนึ่งมากเกินไป เพื่อให้การปรับมีช่วงทำงานที่เหมาะสม

เหตุผลที่ต้องขันสกรูทั้งสามให้สุดก่อน คือการสร้าง จุดเริ่มต้นเดียวกัน สำหรับการ manual leveling ทุกมุม เมื่อขันจนสุด ระยะระหว่าง heatbed กับ nozzle จะอยู่ในสภาวะตั้งต้นที่สอดคล้องกันมากขึ้น แล้วจึงค่อยคลายสกรูแต่ละจุดเพื่อปรับระดับตามแรงสัมผัสของกระดาษ

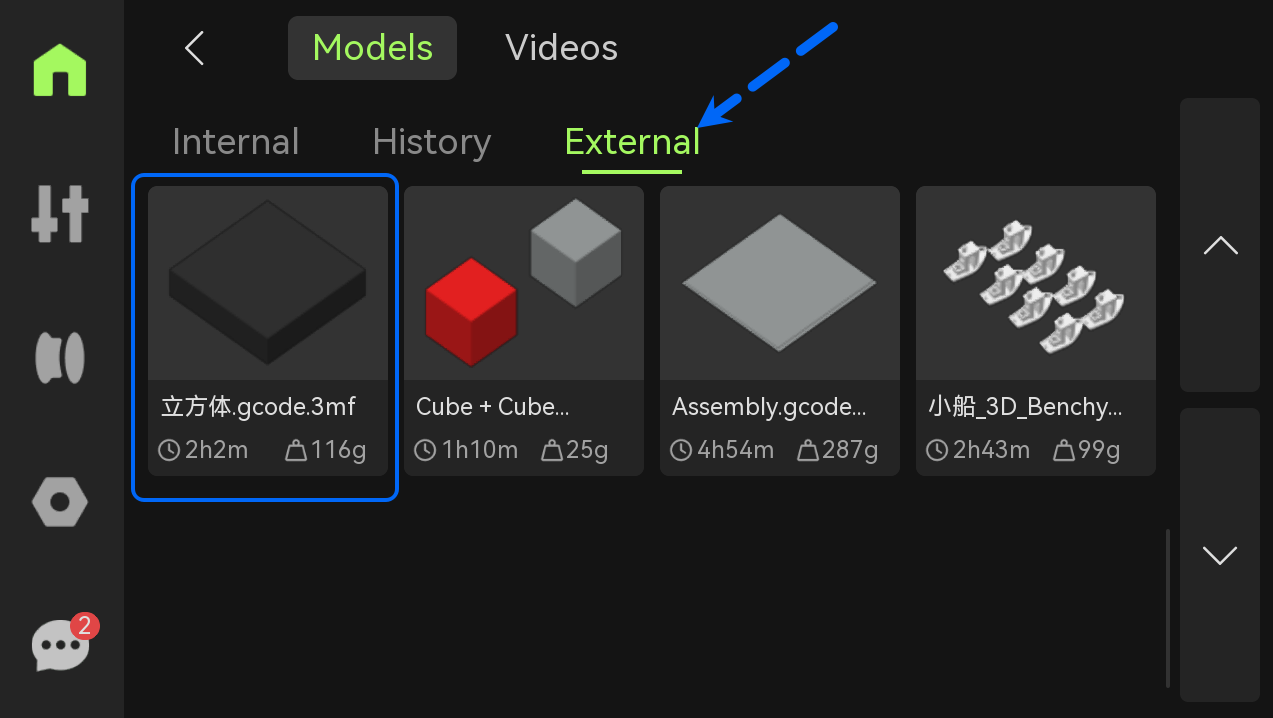
จากนั้นให้คัดลอกไฟล์ manual leveling G-code ไปยัง USB drive แล้วเสียบเข้าพอร์ต USB ของเครื่อง เมื่อเครื่องอ่านไฟล์ได้ ให้เลือกไฟล์ leveling G-code และกด Start Print เพื่อเริ่มกระบวนการ manual leveling ตามลำดับที่ต้นฉบับกำหนด สามารถ Download ไฟล์ได้ที่ Link นี้
หลังรัน G-code แล้ว toolhead จะ homing ก่อน จากนั้นจะ probe มุม heatbed 3 จุดต่อเนื่องกัน โดยพักที่แต่ละจุดประมาณ 30 วินาที และทำซ้ำทั้งหมด 3 รอบ เพื่อให้ผู้ใช้มีเวลาปรับสกรูและตรวจความสม่ำเสมอของระยะที่แต่ละมุม
ที่จุด leveling แต่ละจุด ให้สอดกระดาษ A4 ระหว่าง nozzle กับ heatbed แล้วหมุนสกรูเพื่อปรับระดับจน nozzle แตะกระดาษแบบเบา ๆ และเมื่อเลื่อนกระดาษจะรู้สึกมีแรงฝืดเล็กน้อย หมุนสกรูตามเข็มนาฬิกา จะเพิ่มช่องว่างระหว่าง heatbed กับ nozzle ส่วน หมุนทวนเข็มนาฬิกา จะลดช่องว่างและทำให้ heatbed เข้าใกล้ nozzle มากขึ้น
เมื่อตัว heatbed เริ่มลดระดับลงเอง ให้หยุดปรับทันทีและนำประแจหกเหลี่ยมออกจากตำแหน่งปรับ เพราะ toolhead จะเริ่มเคลื่อนที่ต่อไปตามลำดับของ G-code หากยังวางมือหรือเครื่องมือไว้ใกล้จุดเคลื่อนที่ อาจทำให้เครื่องมือชนกับชิ้นส่วนของเครื่องได้
จุดที่ต้องสังเกตระหว่าง manual leveling | วิธีประเมิน |
|---|---|
แรงฝืดของกระดาษ A4 | ทั้ง 3 จุดควรมีแรงฝืดใกล้เคียงกัน ไม่ใช่จุดหนึ่งแน่นมากและอีกจุดหนึ่งหลวมมาก |
การหมุนสกรู | ปรับทีละน้อย ไม่หมุนแรงหรือเร็วเกินไป |
รอบการปรับ | ควรทำให้ครบ 3 รอบตาม G-code เพื่อให้ค่าทั้งสามมุมนิ่งขึ้น |
จังหวะที่ heatbed เคลื่อน | หยุดปรับและเอาเครื่องมือออกทันทีเมื่อ heatbed เริ่มลดระดับ |
6. อาการ C: First Layer สูงเกินไปหรือเส้นห่างเป็นพื้นที่ใหญ่
First layer ที่สูงเกินไปมักเห็นเป็นเส้นห่าง เส้นไม่เชื่อมกันดี และเมื่อแกะงานออกมา เส้นชั้นแรกอาจแยกออกจากกันตามแนวเส้นพิมพ์ อาการนี้แปลว่าหัวฉีดอยู่ห่างจากแผ่นพิมพ์เกินไป หรือมีปัจจัยที่ทำให้ระบบวัด / เช็ดหัวฉีดก่อนพิมพ์คลาดเคลื่อน
เช่นเดียวกับอาการหัวฉีดต่ำเกินไป ให้เริ่มจากการตรวจว่าหัวฉีดติดตั้งถูกต้องและคลิปล็อกยึดแน่น ไม่มีส่วนที่หลวมหรือประกอบไม่เข้าที่ เพราะตำแหน่ง nozzle ที่ไม่มั่นคงทำให้การชดเชยชั้นแรกผิดพลาดได้ทั้งในทิศทางสูงและต่ำ

ขั้นตอนถัดไปคือ ตรวจ nozzle wiper ซึ่งอาจเป็นใบปาดโลหะแข็งหรือแปรงซิลิโคนอ่อน ต้องสะอาด อยู่ในสภาพดี และไม่โก่งงอ หากใบโลหะเว้าลงหรือเสียรูป อาจทำให้ nozzle สัมผัสใบปาดไม่ถูกต้อง และควรเปลี่ยนตามความเหมาะสม


เมื่อตรวจ nozzle และ nozzle wiper แล้ว ให้เข้าเมนู Calibration และเลือก First Layer Quality Calibration เพื่อปรับค่า Z-Axis Offset ตามอาการ first layer สูงเกินไป
สำหรับอาการ first layer สูงเกินไป แนะนำให้ปรับ first layer gap ไปทางลบ เริ่มที่ประมาณ -0.02 mm แล้วพิมพ์ทดสอบอีกครั้ง หากยังสูงหรือเส้นยังห่าง ให้ค่อย ๆ ปรับเพิ่มในทิศทางลบจนถึงประมาณ -0.05 mm หรือจนกว่าชั้นแรกจะอยู่ในช่วงที่เหมาะสม
อาการหลังปรับค่า gap | แนวทางต่อไป |
|---|---|
เส้นยังห่างและไม่เชื่อมกัน | ปรับค่าลบเพิ่มทีละน้อยและพิมพ์ทดสอบซ้ำ |
เส้นเริ่มเชื่อมกันดีและยึดแผ่นพิมพ์ | ใช้ค่านี้เป็นฐานสำหรับงานถัดไป |
เส้นถูกกดแบนหรือเกิดรอยครูด | ถอยค่ากลับ เพราะอาจปรับหัวฉีดลงต่ำเกินไป |
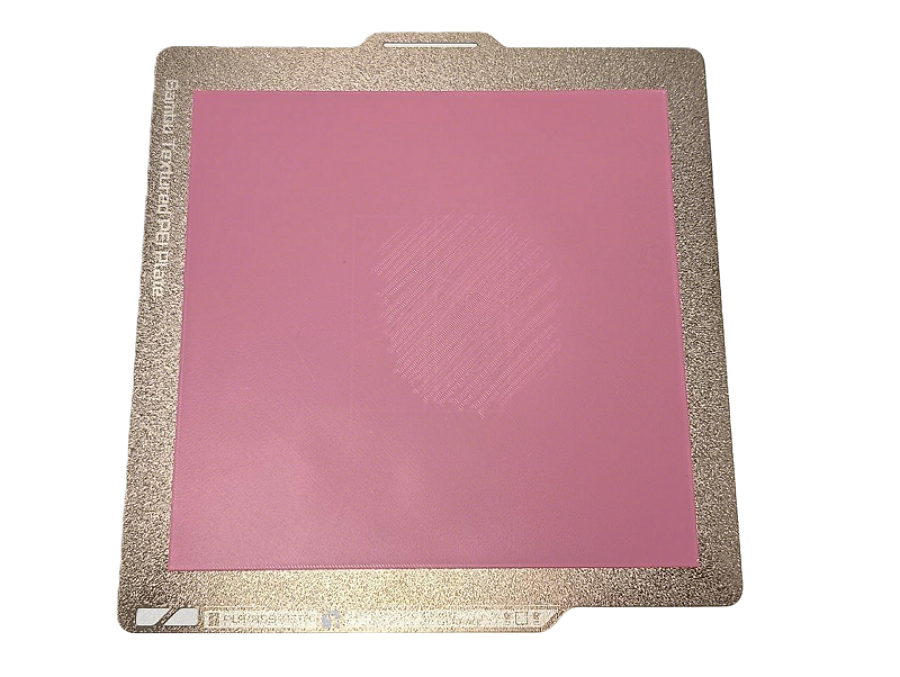
7. อาการ D: First Layer สูงหรือเส้นห่างเป็น Pattern ซ้ำตำแหน่งเดิม
หากพิมพ์ซ้ำหลายครั้งแล้วพบ pattern เส้นห่างในบริเวณเดิม ๆ ระบุว่าสาเหตุที่พบบ่อยคือการปนเปื้อนบนผิว build plate เช่น คราบน้ำมันหรือคราบสกปรก ซึ่งทำให้บางพื้นที่ยึดเกาะได้น้อยกว่าพื้นที่อื่น แม้ค่าระดับโดยรวมของเครื่องจะไม่ได้ผิดมาก
แนวทางแก้คือทำความสะอาด build plate ให้ทั่วด้วย isopropyl alcohol หรือ IPA หรือน้ำยาทำความสะอาดเฉพาะสำหรับแผ่นพิมพ์ จากนั้นใส่แผ่นพิมพ์กลับเข้าที่ รัน heatbed auto-calibration และพิมพ์ทดสอบเพื่อตรวจว่าบริเวณเดิมยังเกิด pattern เส้นห่างอยู่หรือไม่

สิ่งที่ควรตรวจ | เหตุผล |
|---|---|
คราบมันจากมือ | ทำให้บางบริเวณของแผ่นพิมพ์ยึดเกาะเส้นได้น้อยลง |
ฝุ่นหรือเศษเส้นบนแผ่น | อาจทำให้ชั้นแรกไม่สัมผัสแผ่นพิมพ์อย่างสม่ำเสมอ |
การวาง build plate | หากวางไม่เข้าตำแหน่ง อาจทำให้ข้อมูล leveling และตำแหน่งจริงไม่ตรงกัน |
ผลทดสอบหลังทำความสะอาด | ถ้า pattern หายไป มักชี้ว่าปัญหาอยู่ที่ผิวแผ่นมากกว่าระบบ leveling |
8. ขั้นตอน Advanced Maintenance: ขันชุด Heating Assembly ให้แน่น
หากรัน calibration และทำ leveling ตามวิธีปกติแล้วยังพบความไม่เสถียรของ first layer สาเหตุอาจมาจาก การหลวมของชุดทำความร้อน heating assembly ทำให้เกิดการขยับเล็กน้อยระหว่างการวัดระดับหรือระหว่างการพิมพ์
ขั้นตอนนี้เป็นงาน maintenance ที่ต้องระมัดระวังมากกว่าการปรับค่าหน้าจอทั่วไป ให้ถอดสกรู 3 ตัวที่ยึดฐานเซรามิกออกก่อน เพื่อเข้าถึงตำแหน่งด้านหลังของชุด heating assembly ตามภาพ
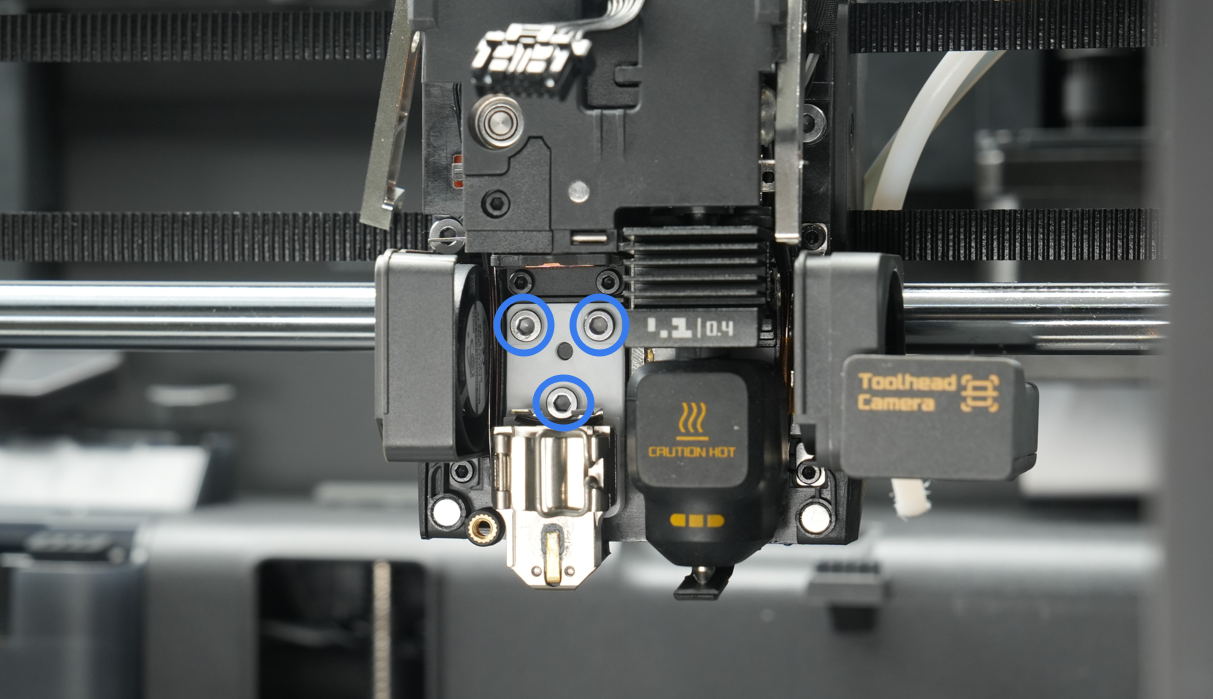
จากนั้นขันสกรู 4 ตัวด้านหลังชุด heating assembly ให้แน่นพอดี ไม่ควรขันเกินแรงจนเสี่ยงทำให้เกลียวหรือชิ้นส่วนเสียหาย แล้วจึงประกอบฐานเซรามิกกลับเข้าที่เดิมให้เรียบร้อย
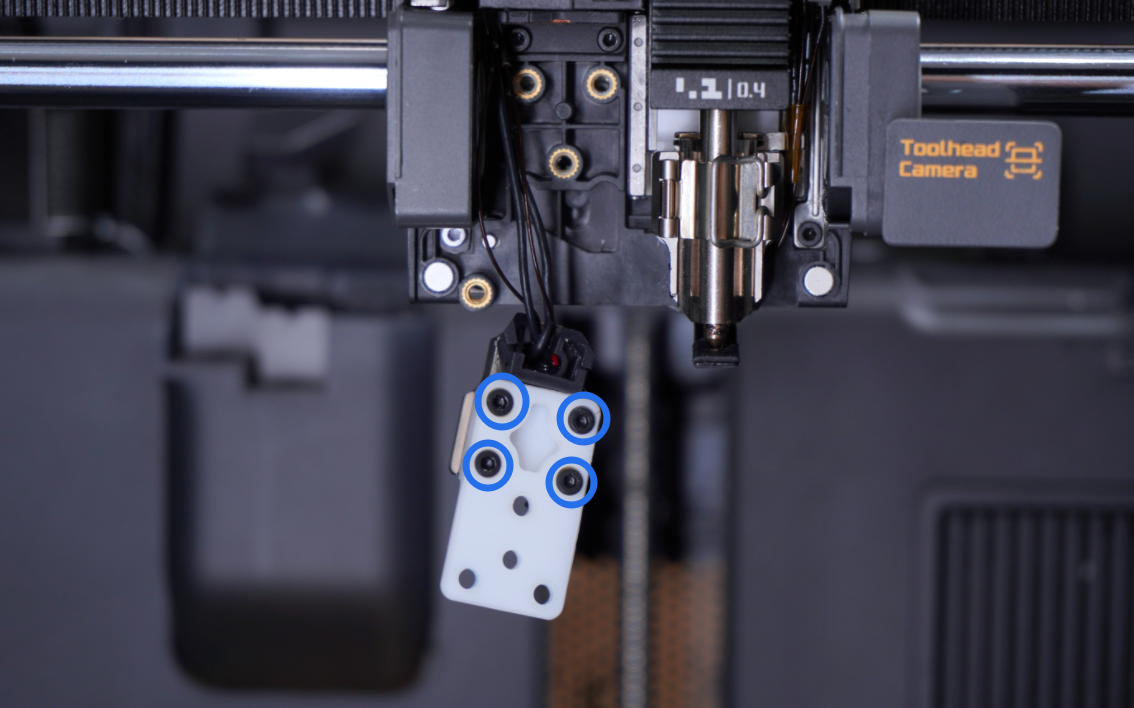
หลังประกอบกลับ ควรรัน calibration อีกครั้งและพิมพ์ทดสอบ first layer เพื่อดูว่าความไม่เสถียรลดลงหรือไม่ หากไม่มั่นใจเรื่องการถอดประกอบ ควรให้ทีมช่างหรือผู้ที่มีประสบการณ์ช่วยตรวจสอบ เพราะการทำงานกับชุดหัวพิมพ์และ heating assembly มีผลโดยตรงต่อความแม่นยำของเครื่อง
9. เทคนิคการอุ่น Heatbed สำหรับ First Layer พื้นที่ใหญ่
สำหรับงานที่มีพื้นที่ฐานกว้างและ first layer สูงต่ำผิดปกติ เครื่องจะปรับเวลา preheating ตามอุณหภูมิของ heatbed เพื่อให้ความร้อนกระจายทั่วถึง ลดการเสียรูปจากความร้อน และช่วยให้ first layer มีคุณภาพดีขึ้น
เงื่อนไขอุณหภูมิ heatbed | เวลา preheating ตามต้นฉบับ | จุดประสงค์ |
|---|---|---|
อุณหภูมิปกติ หรือ heatbed ต่ำกว่า 90 °C | 5 นาที | ช่วยให้ heatbed ร้อนสม่ำเสมอ ลดความต่างของการขยายตัวเฉพาะจุด และช่วยรักษาความเรียบของ first layer |
งานอุณหภูมิสูง หรือ heatbed ตั้งแต่ 90 °C ขึ้นไป | 30 นาที | เนื่องจากเครื่องไม่มี active chamber heating จึงใช้การเพิ่มอุณหภูมิจาก heatbed แบบค่อยเป็นค่อยไป เพื่อช่วยให้อุณหภูมิภายใน chamber สูงกว่า 50 °C และอุ่นระบบให้ทั่วถึงก่อนพิมพ์ |
ในงานจริง หากเป็นชิ้นงานขนาดใหญ่ที่กินพื้นที่เกือบทั้งแผ่น การรีบเริ่มพิมพ์ทันทีหลัง heatbed แตะอุณหภูมิเป้าหมายอาจยังไม่เพียงพอ เพราะอุณหภูมิที่หน้าจอแสดงไม่ได้แปลว่าทุกจุดของแผ่นและสภาพแวดล้อมภายในเครื่องนิ่งเท่ากันแล้ว การให้เวลา preheat ตามกลยุทธ์ของเครื่องจึงช่วยลดความเสี่ยงที่ first layer จะเปลี่ยนรูปตามการขยายตัวของ heatbed ระหว่างเริ่มพิมพ์
10. สรุปแนวทางวิเคราะห์อาการแบบเป็นลำดับ
การแก้ first layer ควรเริ่มจากสิ่งที่มีผลกว้างและทำได้ปลอดภัยก่อน เช่น ตรวจความสะอาดของ build plate เปิด Auto Bed Leveling และรัน calibration จากนั้นจึงค่อยแยกอาการว่าชั้นแรกต่ำเกินไปหรือสูงเกินไป หากแก้ด้วย calibration แล้วยังไม่จบ จึงค่อยตรวจชิ้นส่วนเชิงกล เช่น nozzle, nozzle wiper, heatbed bracket, manual leveling และ heating assembly 1
อาการหลัก | จุดที่ควรตรวจเป็นลำดับแรก | การปรับที่มักใช้ |
|---|---|---|
First layer ต่ำทั้งแผ่น | Nozzle ติดตั้งแน่นหรือไม่, รัน Calibration แล้วหรือยัง | เพิ่ม first layer gap ไปทางบวก เช่น +0.02 mm แล้วทดสอบ |
First layer ต่ำบางพื้นที่ | Homing, อุ่น heatbed 55 °C, คลาย/ขันสกรู bracket, manual leveling | ปรับระดับ heatbed ด้วยสกรูและกระดาษ A4 ตาม G-code |
First layer สูงทั้งแผ่นหรือเส้นห่าง | Nozzle ติดตั้งแน่นหรือไม่, nozzle wiper สะอาดและไม่โก่งหรือไม่ | ลด first layer gap ไปทางลบ เช่น -0.02 mm แล้วทดสอบ |
Pattern เส้นห่างซ้ำตำแหน่งเดิม | ผิว build plate มีคราบมันหรือสิ่งสกปรกหรือไม่ | ทำความสะอาด build plate แล้ว recalibrate |
Calibration แล้วยังไม่นิ่ง | Heating assembly หลวมหรือไม่ | ขันสกรูชุด heating assembly ตามขั้นตอน advanced maintenance |
11. หมายเหตุสำหรับการใช้งานจริงและการแจ้งซัพพอร์ต
หากทำตามขั้นตอนแล้วยังไม่สามารถแก้ปัญหา first layer ได้ ควรเก็บข้อมูลประกอบให้ครบก่อนส่งให้ทีมซัพพอร์ต เช่น รูปภาพ first layer ระยะใกล้และภาพรวมทั้งแผ่น, รูป build plate หลังทำความสะอาด, ชนิดแผ่นพิมพ์ที่ใช้, ชนิดเส้นและอุณหภูมิที่ตั้ง, ค่า first layer gap ที่ปรับล่าสุด, ผลการรัน calibration และ log ของเครื่องตามที่ระบบรองรับ ข้อมูลเหล่านี้จะช่วยให้การวิเคราะห์แยกได้เร็วขึ้นว่าเป็นปัญหาจากการตั้งค่า วัสดุ ผิวแผ่นพิมพ์ หรือชิ้นส่วนเชิงกล
สำหรับผู้ใช้ทั่วไป แนะนำให้ปรับทีละประเด็นและพิมพ์ทดสอบหลังการเปลี่ยนแปลงแต่ละครั้ง ไม่ควรปรับหลายอย่างพร้อมกัน เพราะจะทำให้ย้อนหาสาเหตุจริงได้ยาก เช่น หากทำความสะอาดแผ่นพิมพ์ ปรับ gap และทำ manual leveling พร้อมกันทั้งหมด เมื่ออาการดีขึ้นจะไม่ทราบว่าจุดใดเป็นตัวแก้ปัญหาหลัก