เส้นฉีดออกมาติดฐานไม่สม่ำเสมอเป็นรอยคลื่น
บทความนี้เรียบเรียงจากคู่มือ First Layer Printing Optimization Guide ของ Bambu Lab สำหรับเครื่อง P2S โดยเน้นให้ลูกค้าตรวจอาการหน้างานได้เป็นลำดับ ตั้งแต่การแยกอาการชั้นแรกต่ำเกินไป สูงเกินไป ไปจนถึงการปรับระดับ Heatbed และการปรับค่า Z-offset ชั่วคราวในกรณีจำเป็น เนื้อหาเหมาะสำหรับผู้ใช้ที่เริ่มพบปัญหาเส้นชั้นแรกไม่เรียบ เส้นเบียดกันมากเกินไป เส้นห่างเกินไป หรือชิ้นงานไม่ยึดเกาะกับแผ่นพิมพ์อย่างสม่ำเสมอhttps://wiki.bambulab.com/en/x2d/troubleshooting/first-layer-printing-optimization-guide
คุณภาพของ First Layer หรือการพิมพ์ชั้นแรก มีผลโดยตรงต่อโอกาสสำเร็จของงานพิมพ์ หากปัญหาเล็กน้อยและไม่ได้กระทบการยึดเกาะโดยรวม งานพิมพ์มักยังสำเร็จได้ แต่ถ้าอาการรุนแรง อาจทำให้หัวฉีดขูดแผ่นพิมพ์ ชิ้นงานติดแน่นเกินไป เส้นพิมพ์หลุด ยกมุม หรือพิมพ์ล้มกลางทางได้
ทำไม First Layer ถึงสำคัญ
First Layer คือชั้นแรกที่กำหนดว่าชิ้นงานจะยึดกับแผ่นฐานพิมพ์ได้ดีเพียงใด ถ้าหัวฉีดอยู่ใกล้หรือชิดกับแผ่นฐานพิมพ์มากเกินไป เส้นพลาสติกจะถูกฉีดและกดมากกว่าปกติ อาจทำให้หัวฉีดขูดแผ่นฐานพิมพ์ ทำให้ชิ้นงานติดแน่นจนแกะยาก หรือเกิดการสะสมของพลาสติกที่ปลายหัวฉีดจนคล้ายอาการตันได้
ในทางกลับกัน ถ้าหัวฉีดอยู่สูงเกินไป เส้นพลาสติกจะวางห่างกัน หน้าสัมผัสกับแผ่นพิมพ์น้อยลง ทำให้ยึดเกาะไม่ดีและเสี่ยงต่ออาการ warping, shifting, spaghetti หรืองานพิมพ์ล้มหรือหลุดระหว่างปริ้น
|
|
|
|---|---|---|
|
|
|
|
|
|
ตัวอย่าง First Layer ที่ยังถือว่าใช้งานได้
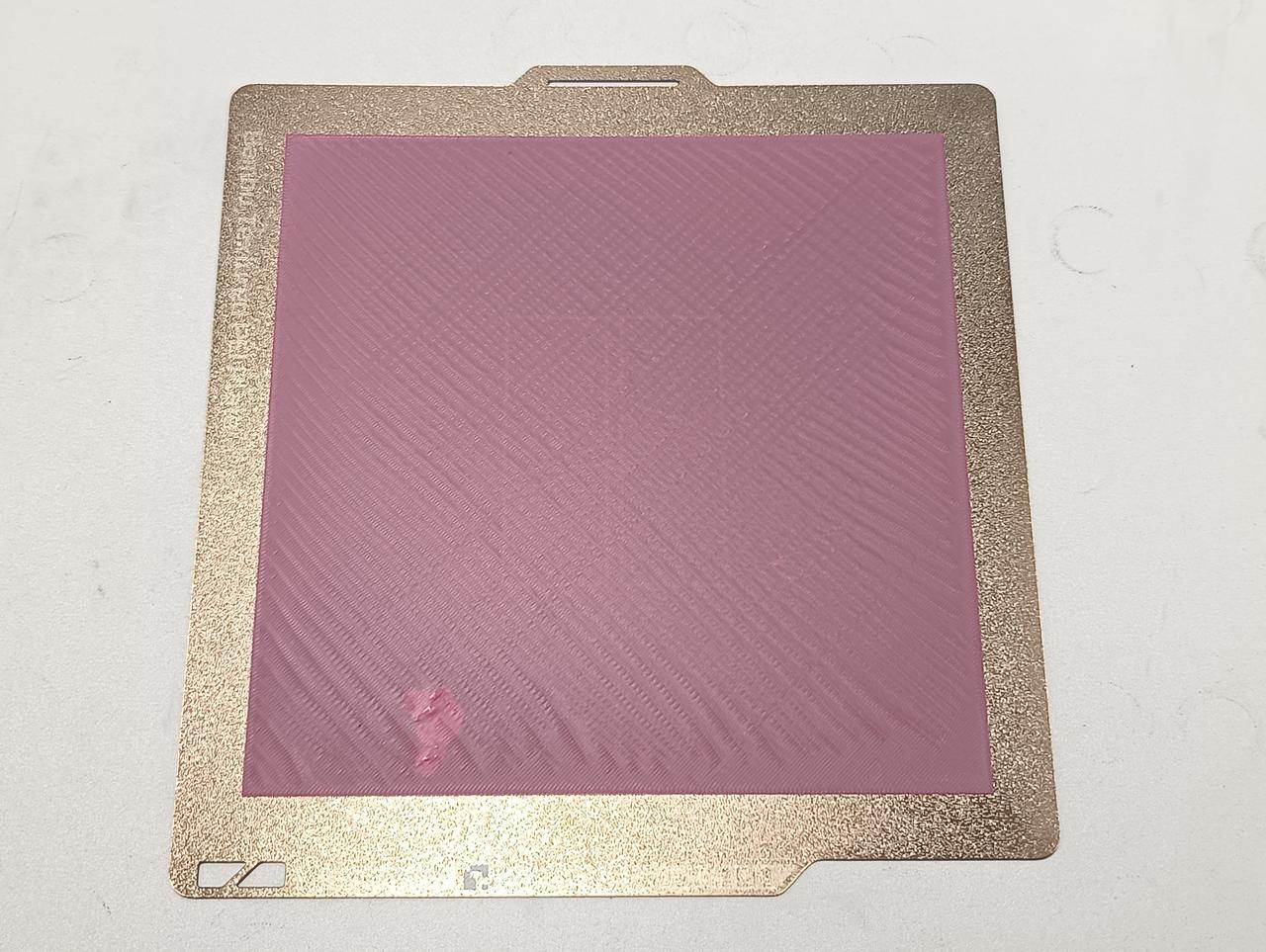
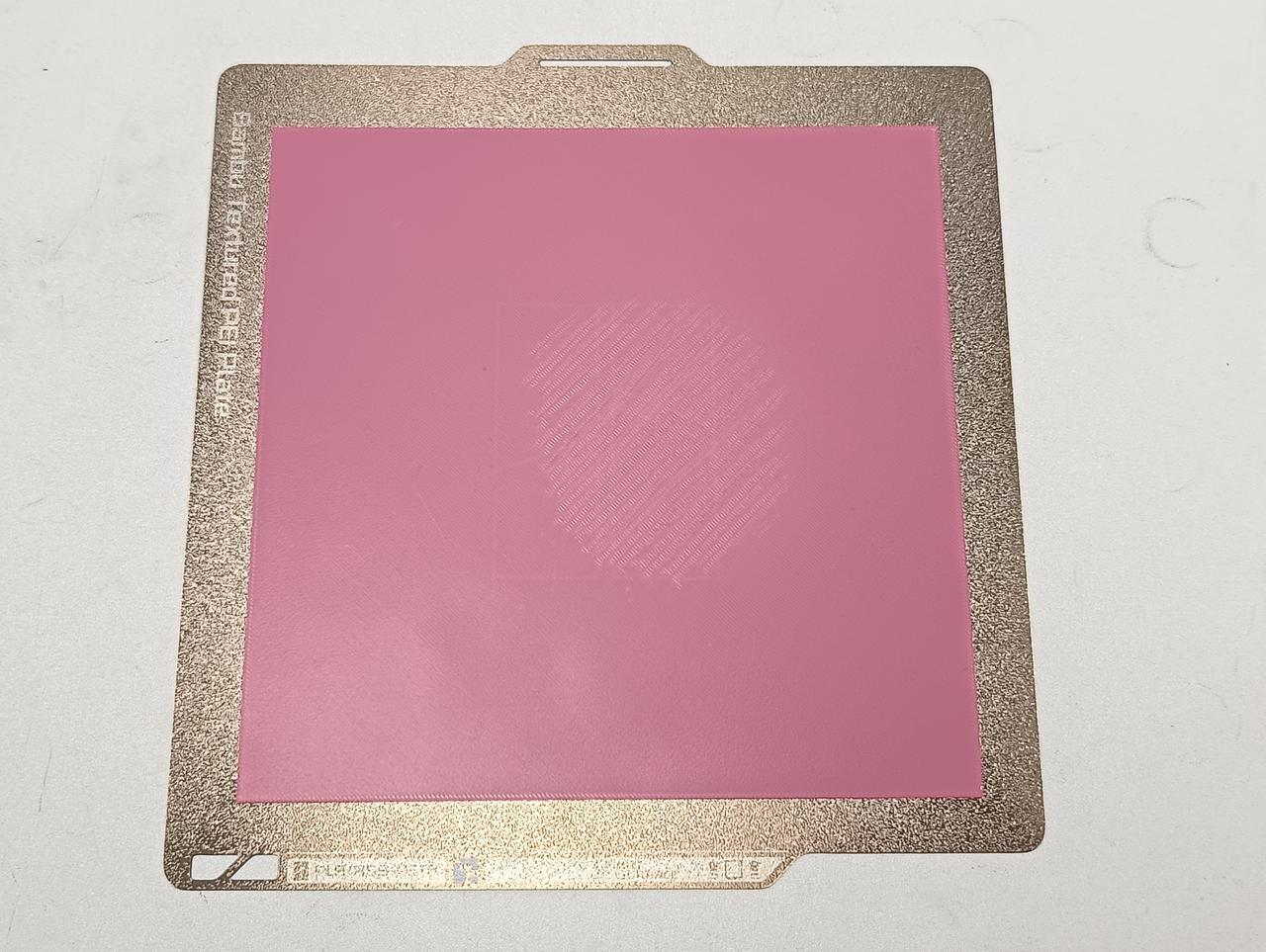
ภาพด้านล่างเป็นตัวอย่าง First Layer ที่มีคุณภาพดี เส้นพลาสติกแนบกับแผ่นพิมพ์สม่ำเสมอ ไม่มีรอยขาดหรือเส้นห่างผิดปกติ ลักษณะนี้ถือเป็นเป้าหมายที่ควรได้หลังการ Calibrate และ Leveling เครื่อง 1
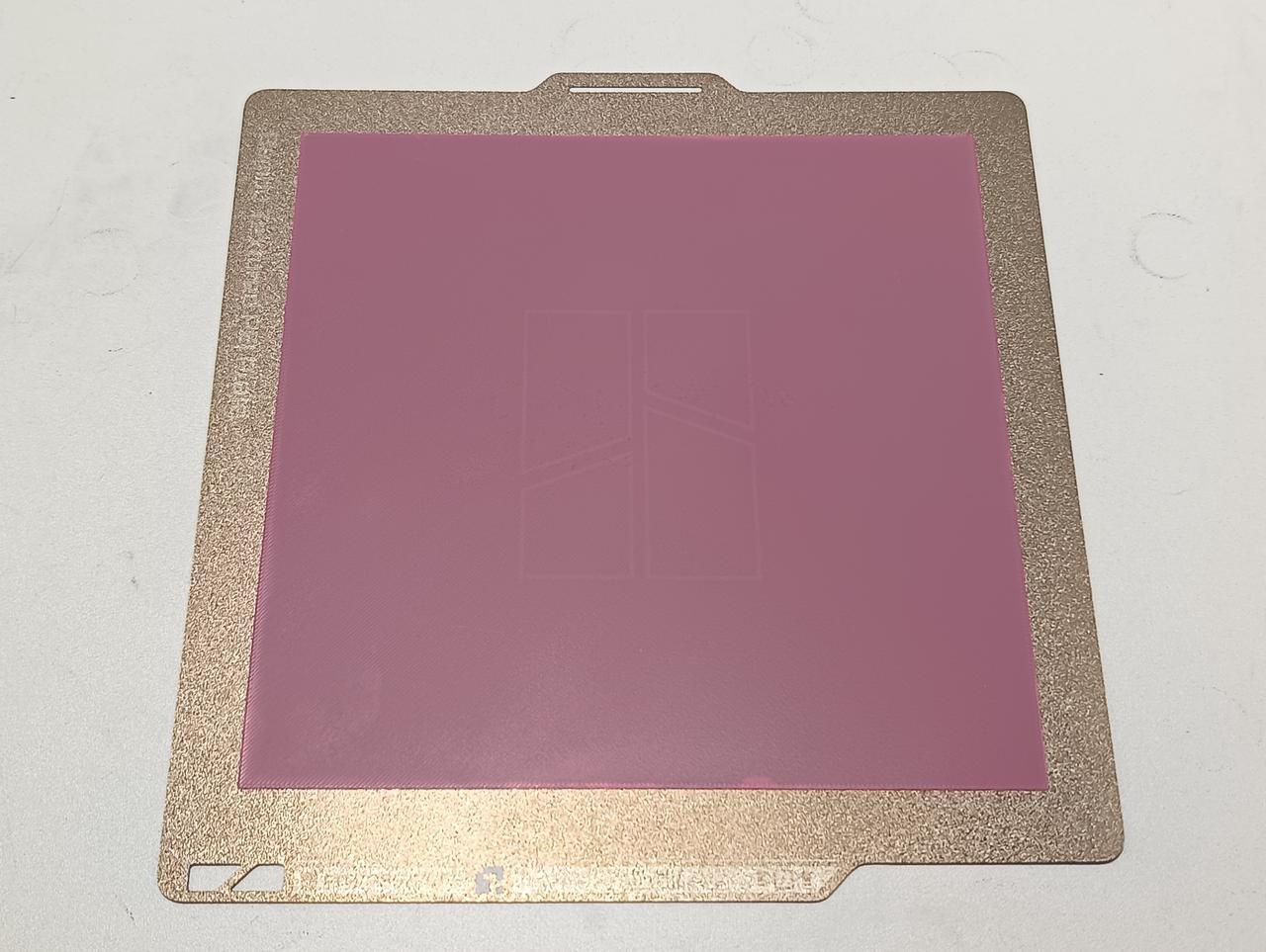
ภาพที่ 1: ตัวอย่าง First Layer ที่คุณภาพดี เส้นพลาสติกเรียบและแนบกับแผ่นพิมพ์สม่ำเสมอ
อย่างไรก็ตาม First Layer ไม่จำเป็นต้องสมบูรณ์แบบทุกตารางมิลลิเมตรเสมอไป ถ้ามีรอยย่นหรือความกว้างเส้นแกว่งเล็กน้อยเฉพาะบางส่วน เช่น ประมาณ 10% ของพื้นที่ชั้นแรก แต่พื้นที่ส่วนใหญ่ยังเรียบและยึดเกาะดี โดยทั่วไปจะไม่กระทบโอกาสสำเร็จของงานพิมพ์มากนัก
ถ้าเจอปัญหานี้ ให้เอาแผ่นไปล้างน้ำอุ่นและน้ำยาล้างจาก เช็ดให้แห้ง แล้วลองกลับมาพิมพ์ใหม่อีกครั้ง
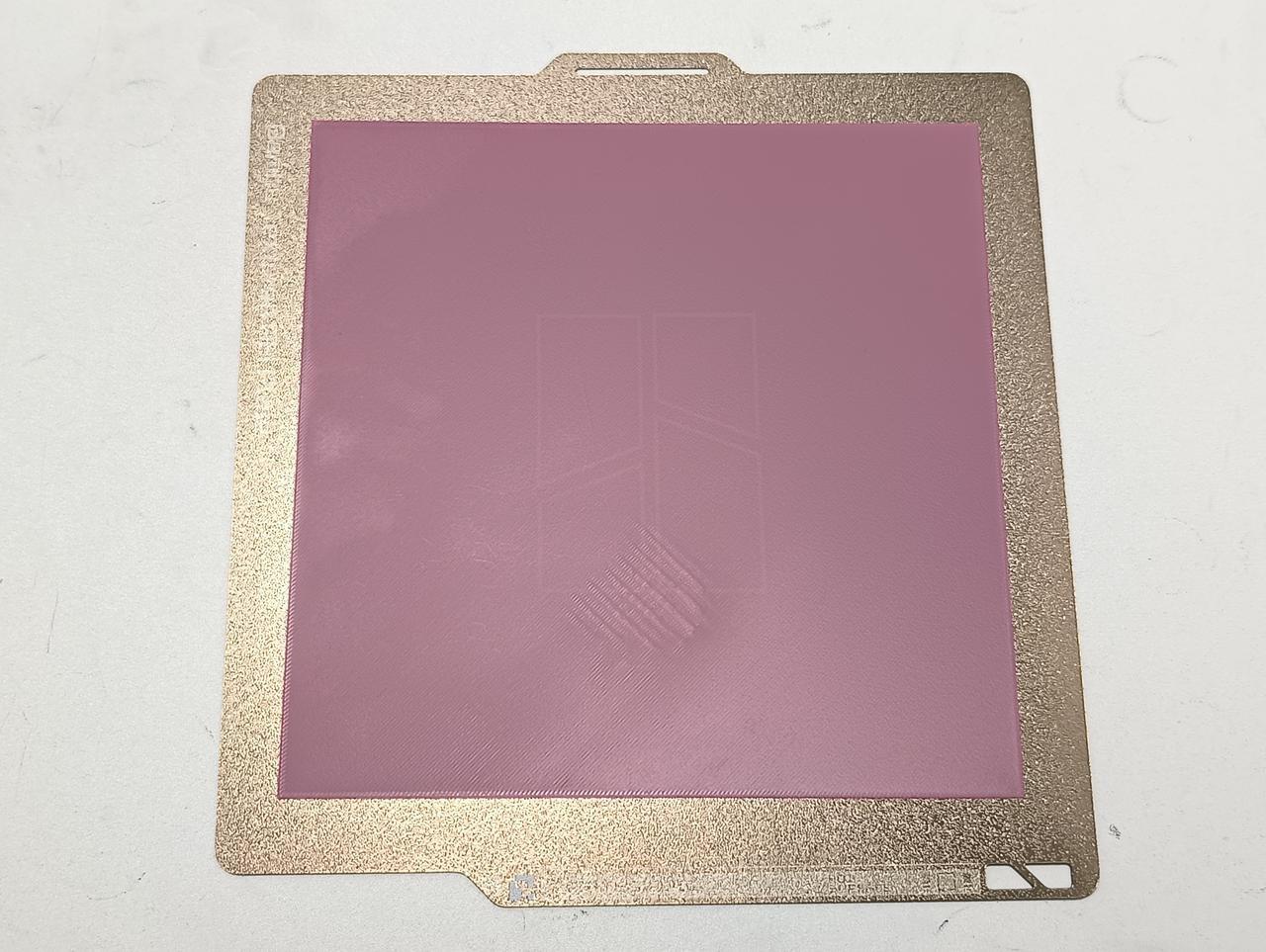
ภาพที่ 2: ตัวอย่าง First Layer ที่ยังถือว่าใช้งานได้ แม้มีริ้วหรือรอยย่นเล็กน้อยเฉพาะบางส่วน
เริ่มต้นด้วย Calibration และ Leveling
ก่อนแก้ปัญหาเชิงลึก ควรเริ่มจากการ Calibration ก่อนเสมอ โดยเข้าไปที่ Setting > Calibration > Print Calibration แล้วรัน Auto Bed Leveling และ High-temperature Bed Leveling โดยเฉพาะเมื่อมีการย้ายเครื่อง วางเครื่องทิ้งไว้นาน ถอดประกอบฐานทำความร้อน Heatbed หรือเปลี่ยนใหม่ เพราะข้อมูลที่เครื่องเก็บไว้อาจไม่ตรงกับสภาพเครื่องปัจจุบัน
เลือกเฉพาะที่อยู่ในกรอบสีเหลี่ยมเท่านั้น จะได้ไม่ต้องเสียเวลาไปกับการ calibrate ส่วนอื่นๆ
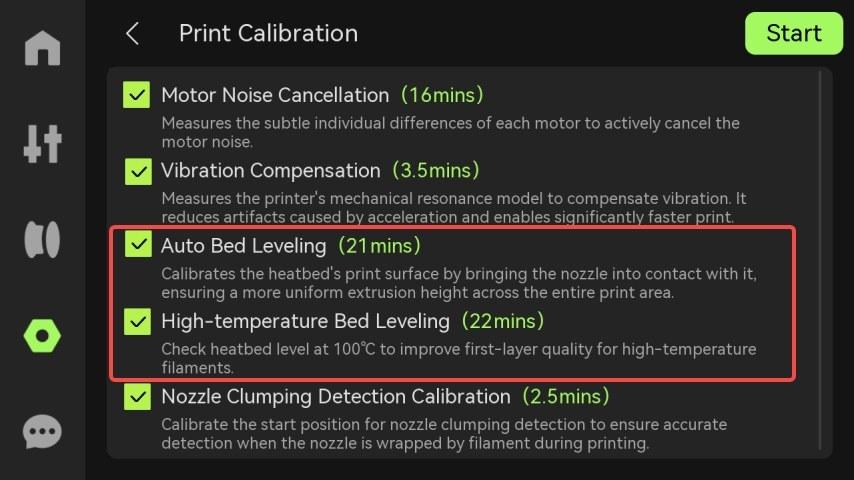
ภาพที่ 3: เมนู Print Calibration สำหรับเริ่ม Auto Bed Leveling และ High-temperature Bed Leveling
ก่อนส่งงานพิมพ์แต่ละครั้ง แนะนำให้เปิดตัวเลือก Auto Bed Leveling ในหน้าต่าง Send print job เพื่อให้เครื่องทำ Leveling แบบรวดเร็วก่อนเริ่มงานพิมพ์ ตัวเลือกนี้ช่วยลดความเสี่ยงจากความคลาดเคลื่อนเล็กน้อยระหว่างงานพิมพ์แต่ละครั้ง
หลายคนเลือกที่จะปิด แต่อยากให้ข้อคิดไว้ว่า ถ้าปริ้นเสีย จะเสียทั้งเวลา และเส้นพลาสติกไปฟรี ดังนั้นยอมเสียเวลาทำ Auto Bed Leveling ก็จะช่วยให้ปัญหางานปริ้นหลุด ลดน้อยลง
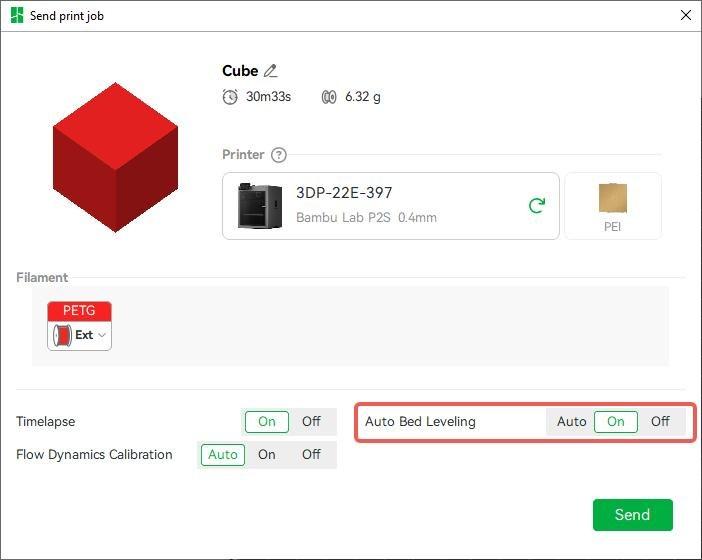
ภาพที่ 4: ตัวเลือก Auto Bed Leveling ในหน้าต่างส่งงานพิมพ์ก่อนเริ่มพิมพ์
นอกจากนี้ยังสามารถเปิด Auto Bed Leveling จากหน้าจอเครื่องพิมพ์ได้ โดยเข้าไปที่ Advanced Options > Auto Bed Leveling ข้อมูลจากการ Leveling ก่อนพิมพ์และข้อมูล Calibration เช่น Auto/High-temperature Bed Leveling จะถูกจัดเก็บไว้ในเครื่อง และระบบจะนำข้อมูลเหล่านี้มาใช้ระหว่างพิมพ์
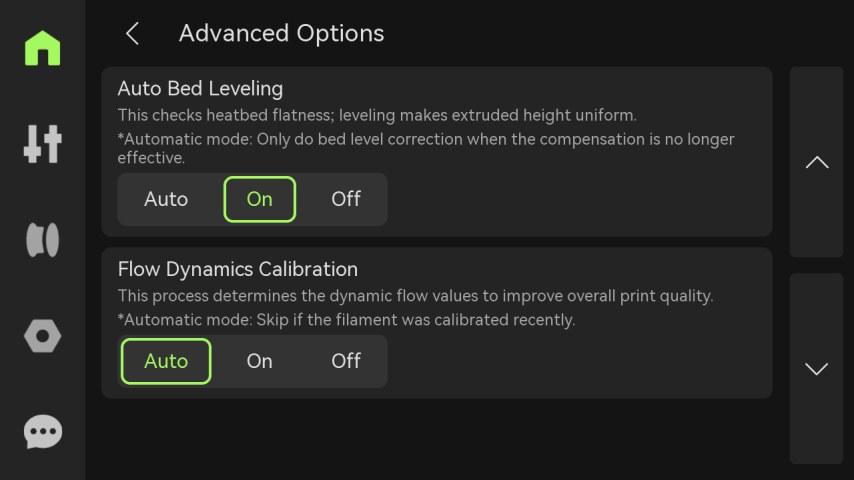
ภาพที่ 5: ตำแหน่งเมนู Advanced Options > Auto Bed Leveling บนหน้าจอเครื่องพิมพ์
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
แนวทาง Troubleshooting ตามอาการ
หลังจากทำ Calibration และ Leveling แล้ว ให้พิจารณาจากลักษณะ First Layer ที่เห็นจริงบนแผ่นพิมพ์ การแยกอาการให้ถูกต้องสำคัญมาก เพราะวิธีแก้ของ “หัวฉีดต่ำหรือชิดเกินไป” และ “หัวฉีดสูงเกินไป” จะไปคนละทิศทาง หากปรับผิดทาง ปัญหาอาจหนักขึ้นหรือเกิด defect ในพื้นที่การพิมพ์ส่วนอื่นได้
First Layer ต่ำหรือชิดเกินไปเป็นพื้นที่กว้างหรือเกือบเต็มแผ่น
อาการนี้มักเห็นเป็นเส้นที่ถูกกดมากเกินไปบนพื้นที่กว้าง ผิวชั้นแรกอาจดูเป็นรอยถู มีเส้นพลาสติกเบียดกันแน่น หรือบางส่วนเหมือนพลาสติกออกไม่สม่ำเสมอ หากรุนแรงอาจเกิดการขูดแผ่นพิมพ์หรือทำให้ชิ้นงานติดกับแผ่นมากเกินไป
ภาพที่ 6: อาการ First Layer ต่ำเกินไปเป็นพื้นที่กว้างหรือเกือบเต็มแผ่นพิมพ์
ตรวจการติดตั้งหัวฉีดและคลิปยึดหัวพิมพ์
ให้ตรวจว่าคลิปยึดหัวพิมพ์ล็อกถูกตำแหน่งและแน่นพอดี เพราะถ้าชุดหัวพิมพ์หลวม การวัดระดับและระยะหัวฉีดกับแผ่นพิมพ์จะไม่นิ่ง ทำให้ First Layer ต่ำผิดปกติได้
ภาพที่ 7: ตำแหน่งคลิปยึดหัวพิมพ์ที่ต้องล็อกให้ถูกต้องและแน่น
ภาพที่ 8: ตัวอย่างการตรวจตำแหน่งคลิปยึดหัวพิมพ์อีกมุมหนึ่ง
หลังจากตรวจคลิปแล้ว ให้ลองโยกหัวฉีดเบา ๆ เพื่อตรวจความแน่น หากหัวฉีดขยับหรือมีอาการหลวม แสดงว่าชุดหัวพิมพ์ยังไม่ได้ถูกยึดแน่นพอ ควรแก้จุดยึดก่อนทำ Leveling ซ้ำ
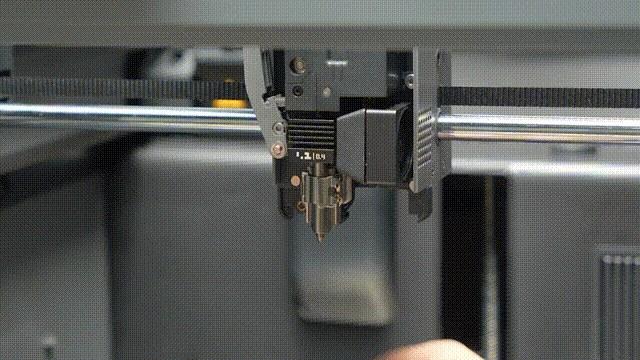
ภาพที่ 9: ภาพนิ่งจาก GIF ต้นฉบับ แสดงการโยกหัวฉีดเพื่อตรวจว่าชุดหัวพิมพ์ยึดแน่นหรือไม่
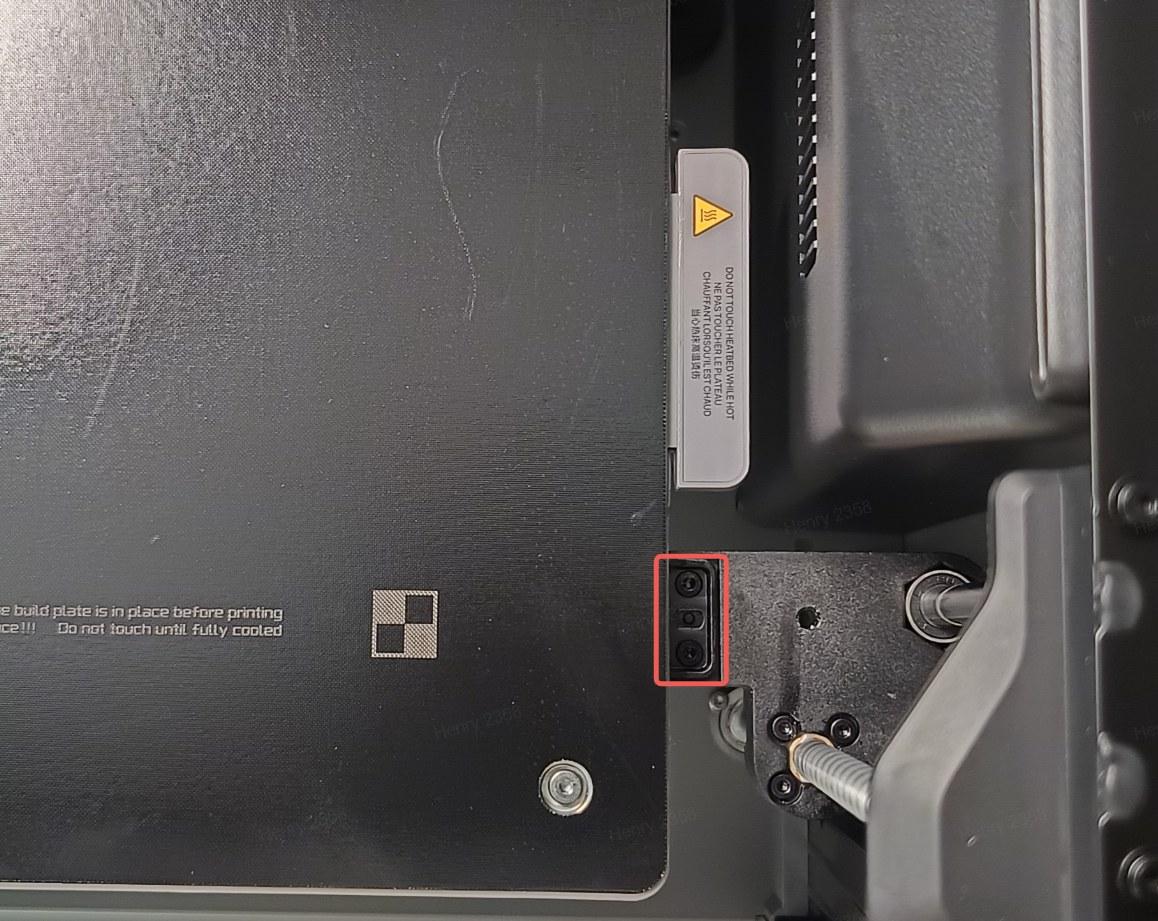
ตรวจและขันสกรูฐานเซรามิกของชุดหัวพิมพ์
ถ้าพบว่าชุดหัวพิมพ์ยังมีความคลาดเคลื่อน ให้คลายสกรูยึดฐานเซรามิก 3 ตัวก่อน จากนั้นขันสกรู 4 ตัวด้านหลังชุดทำความร้อนหัวพิมพ์ให้แน่นพอดี แล้วจึงประกอบฐานเซรามิกกลับเข้าไป การขันควรอยู่ในระดับพอดี ไม่ฝืนจนเกินแรงของชิ้นส่วน 1
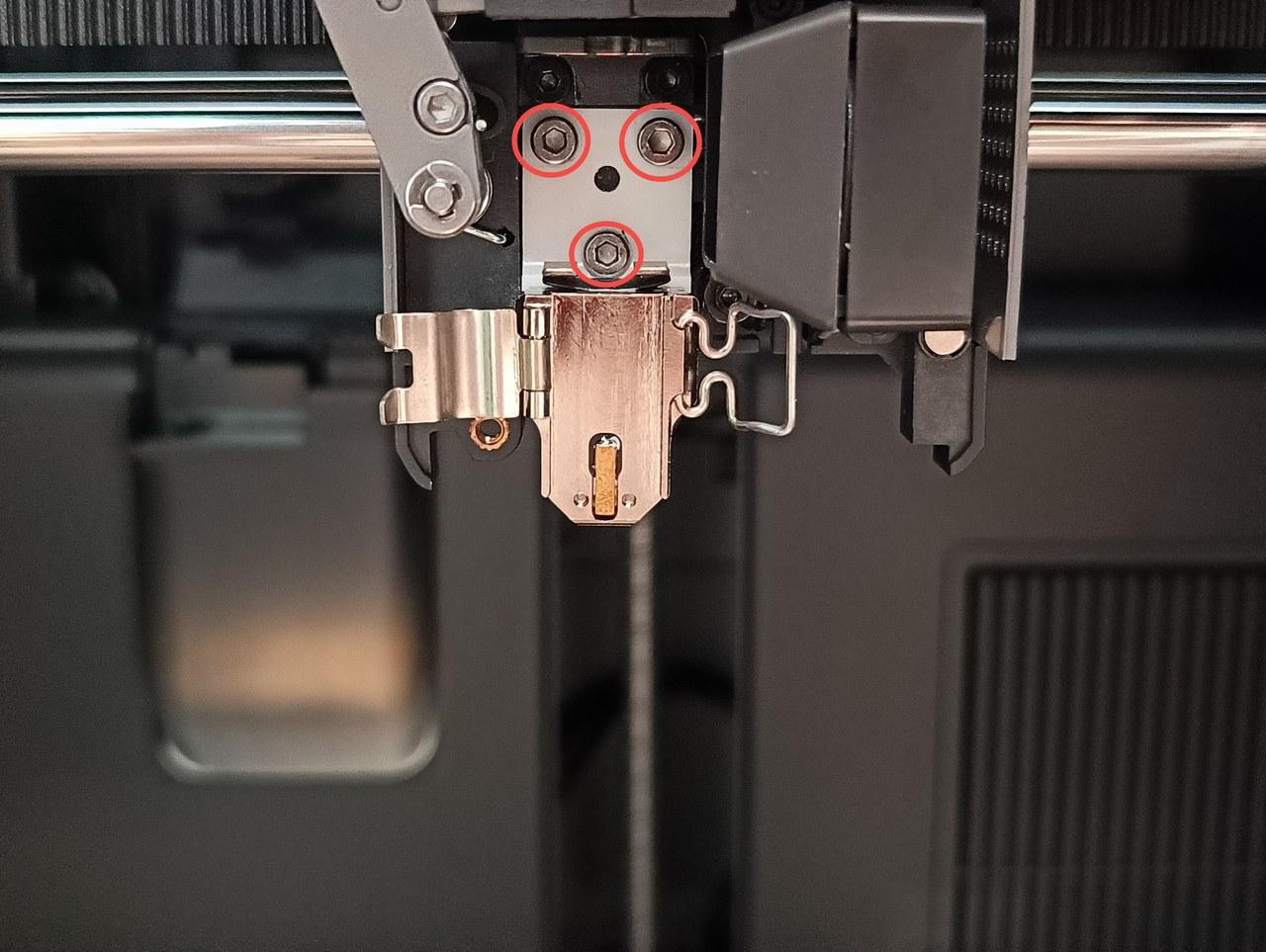
ภาพที่ 10: ตำแหน่งสกรูฐานเซรามิกและชุดทำความร้อนหัวพิมพ์สำหรับตรวจความแน่น
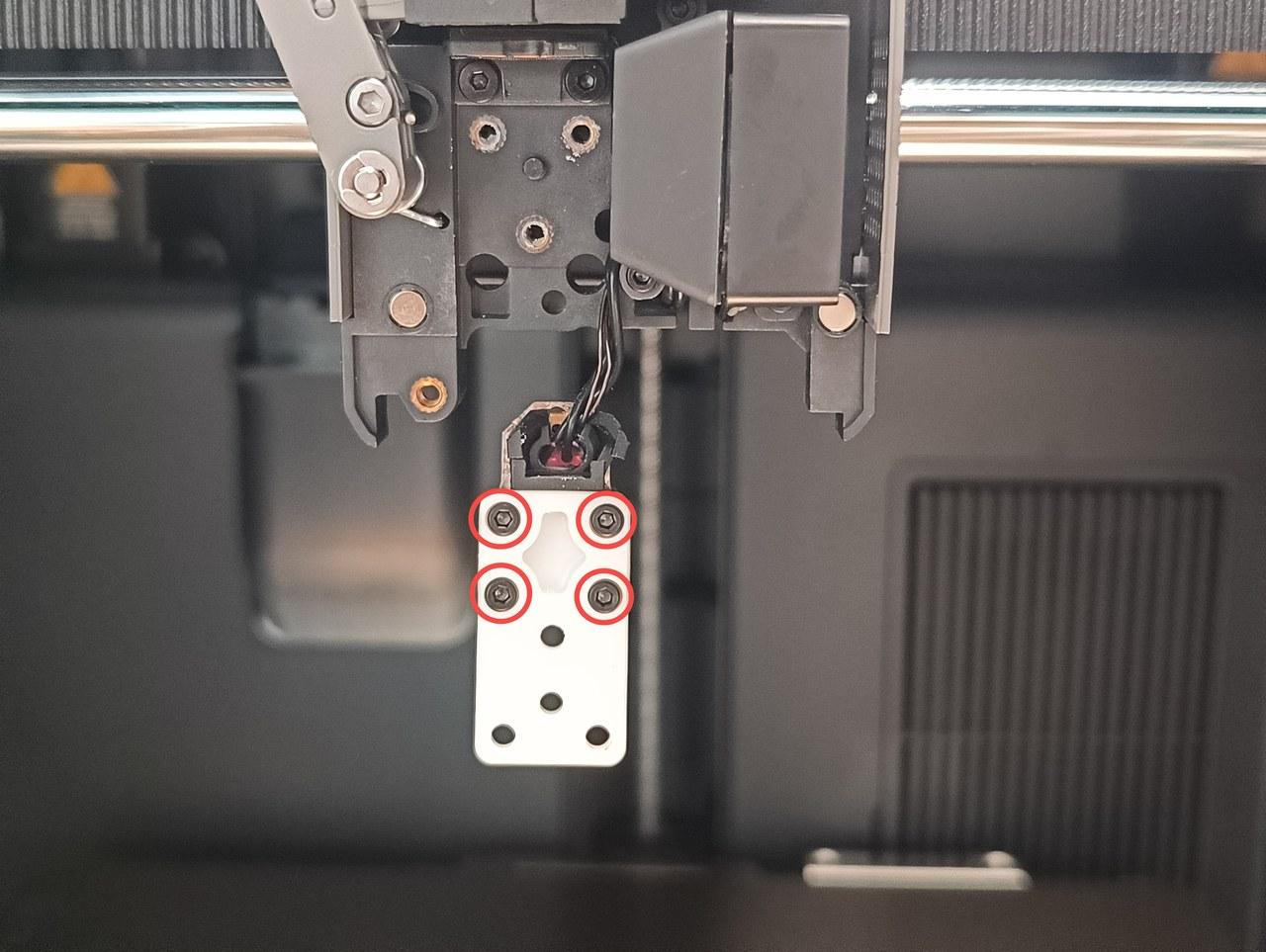
ภาพที่ 11: ตำแหน่งสกรูอีกมุมหนึ่งที่ใช้ตรวจและขันชุดหัวพิมพ์ให้แน่นพอดี
First Layer ต่ำเกินไปเฉพาะบางพื้นที่
ถ้าชั้นแรกต่ำเฉพาะบางบริเวณ เช่น มุมหนึ่งของแผ่นพิมพ์หรือแนวใดแนวหนึ่ง แต่อีกพื้นที่ยังปกติ ปัญหาอาจเกี่ยวกับสภาพกลไกของ Heatbed หรือตำแหน่งการยึดมากกว่าค่า Leveling โดยรวม
ภาพที่ 12: อาการ First Layer ต่ำเกินไปเฉพาะบางพื้นที่ของแผ่นพิมพ์
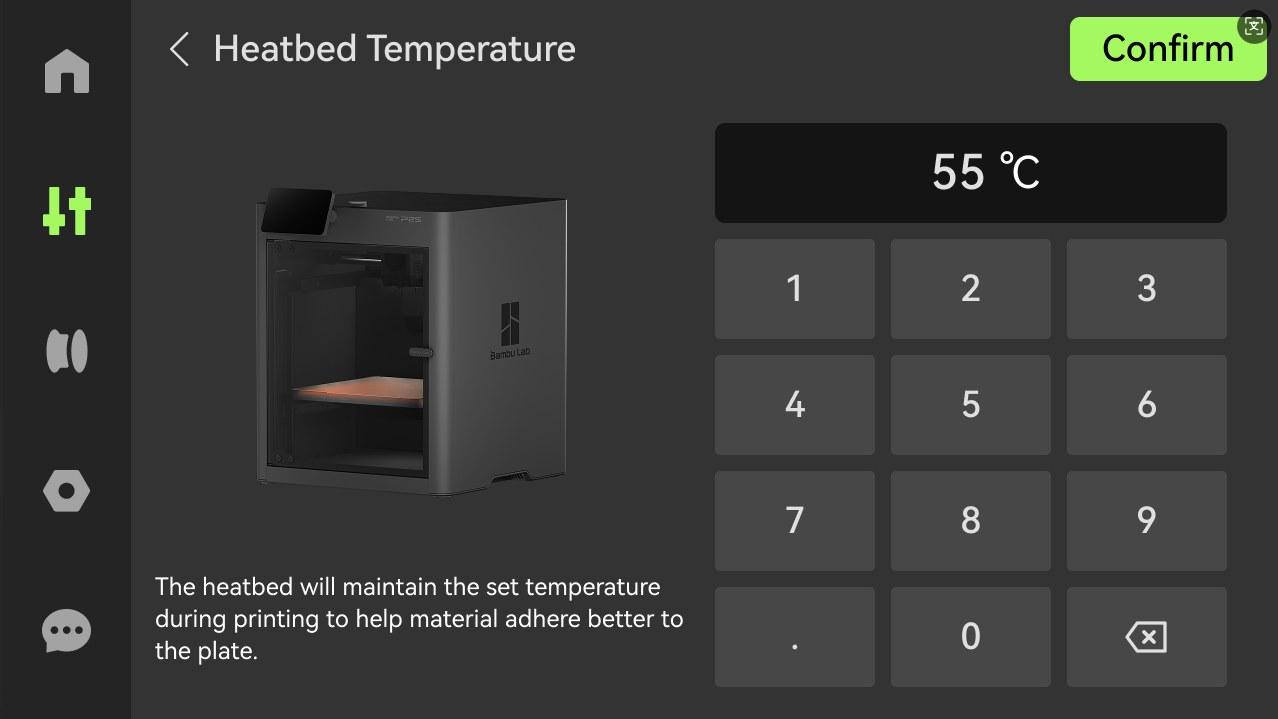
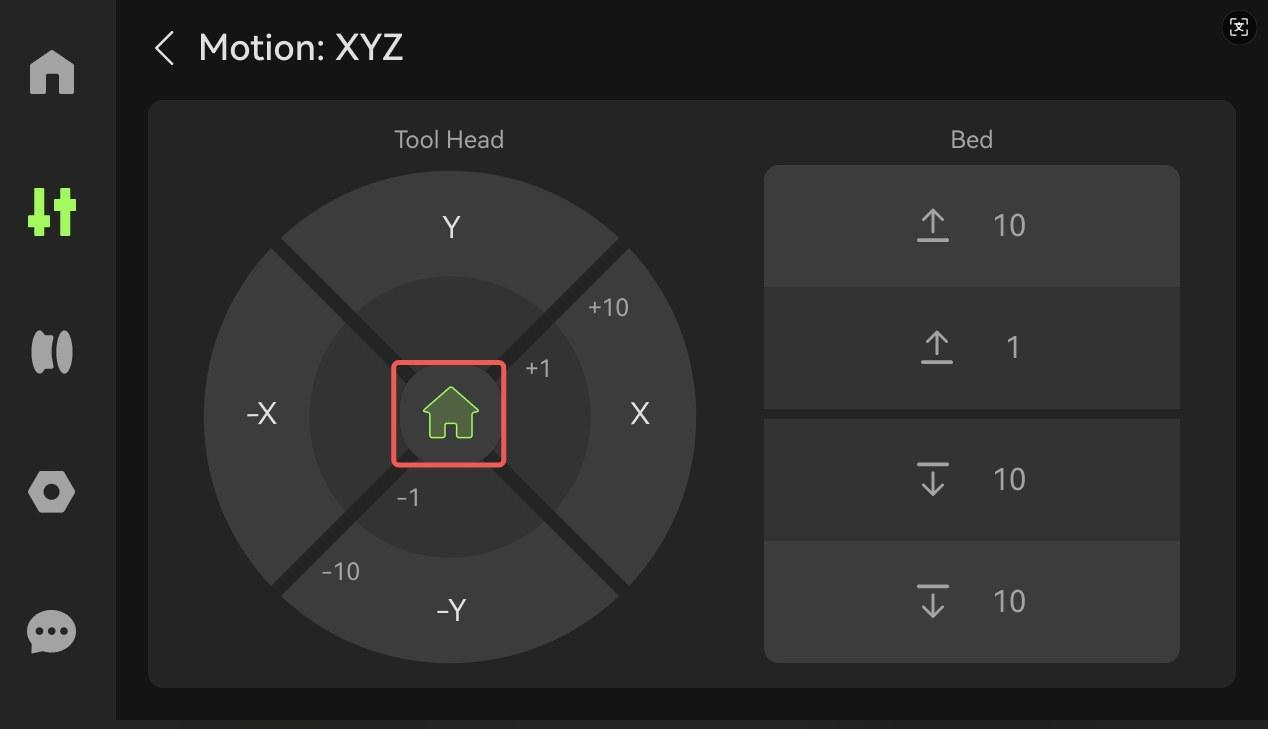
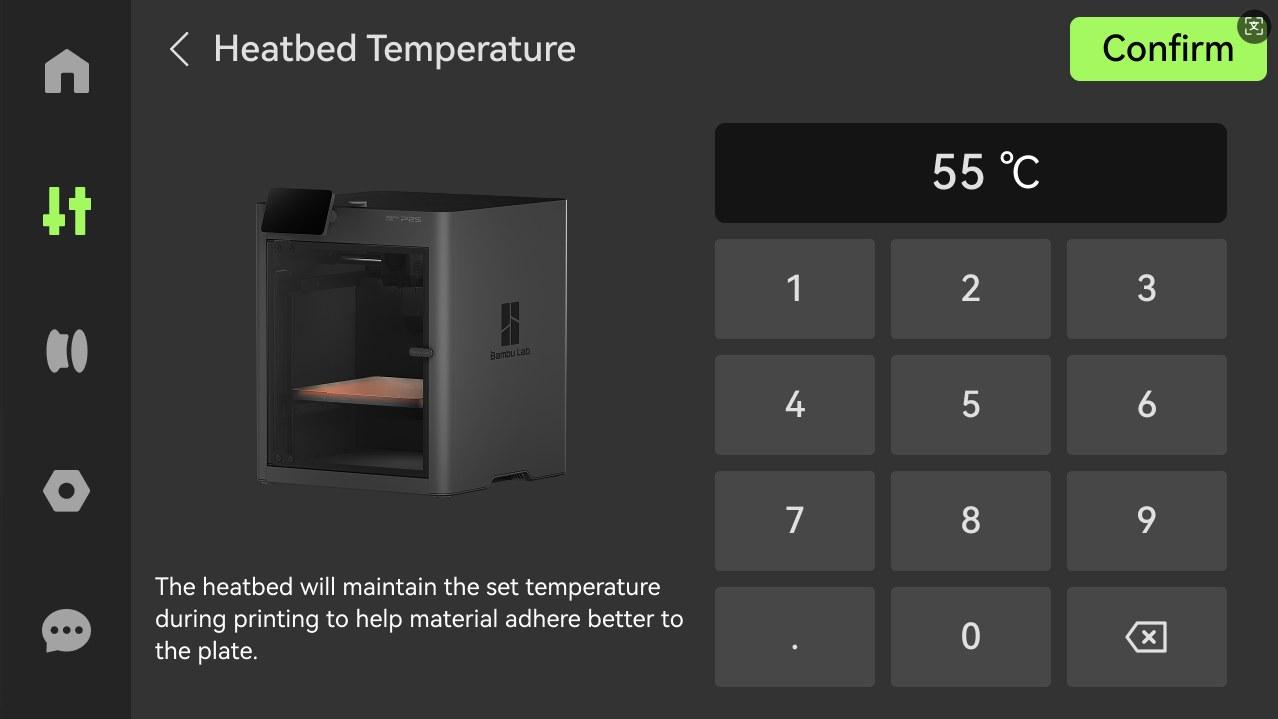
ให้กด Home บนหน้าจอเครื่อง จากนั้นตั้งอุณหภูมิ Heatbed ไปที่ 55°C และค้างไว้ประมาณ 5 นาที เพื่อให้สภาพความร้อนของแผ่นพิมพ์คงที่ก่อนตรวจหรือปรับ
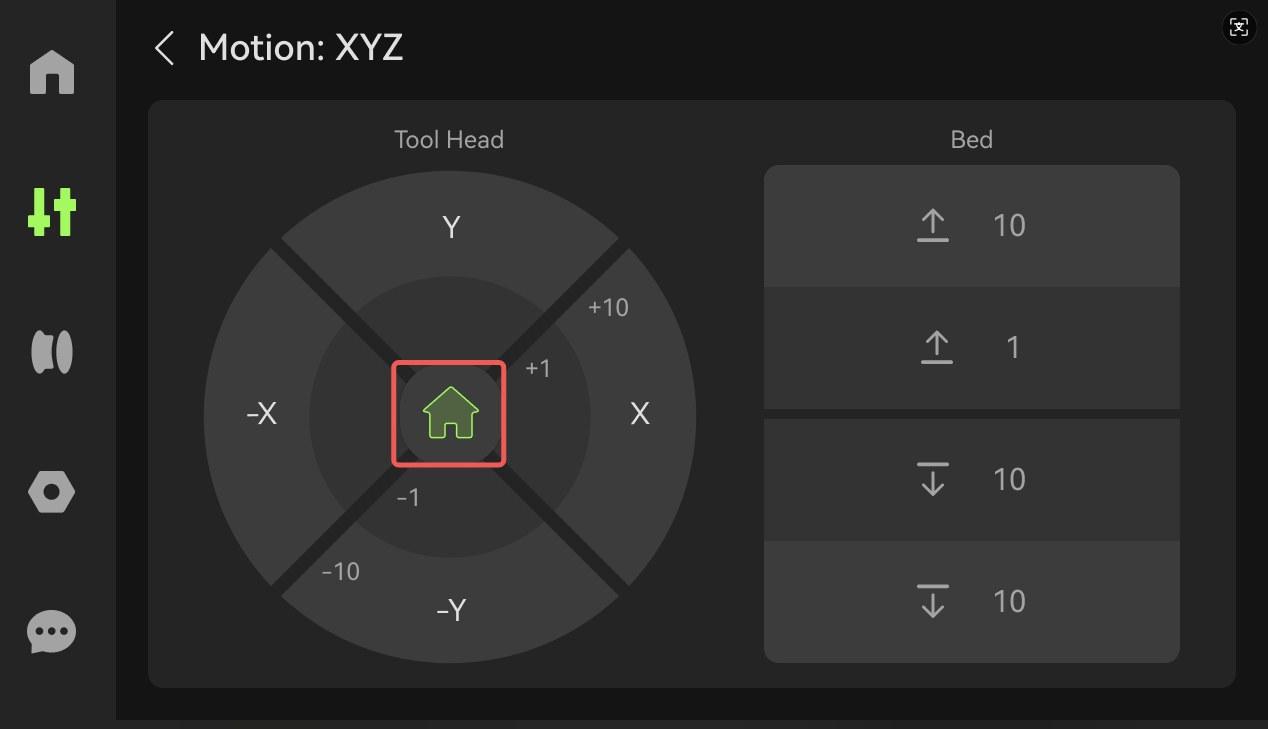
ภาพที่ 13: ขั้นตอนกด Home เพื่อเตรียมอุ่น Heatbed ก่อนตรวจปัญหาเฉพาะบางพื้นที่

ภาพที่ 14: ตั้งอุณหภูมิ Heatbed ที่ 55°C และค้างไว้ประมาณ 5 นาที
ภาพที่ 15: หน้าจอระหว่างเตรียมอุ่น Heatbed เพื่อให้สภาพเครื่องคงที่ก่อนปรับกลไก
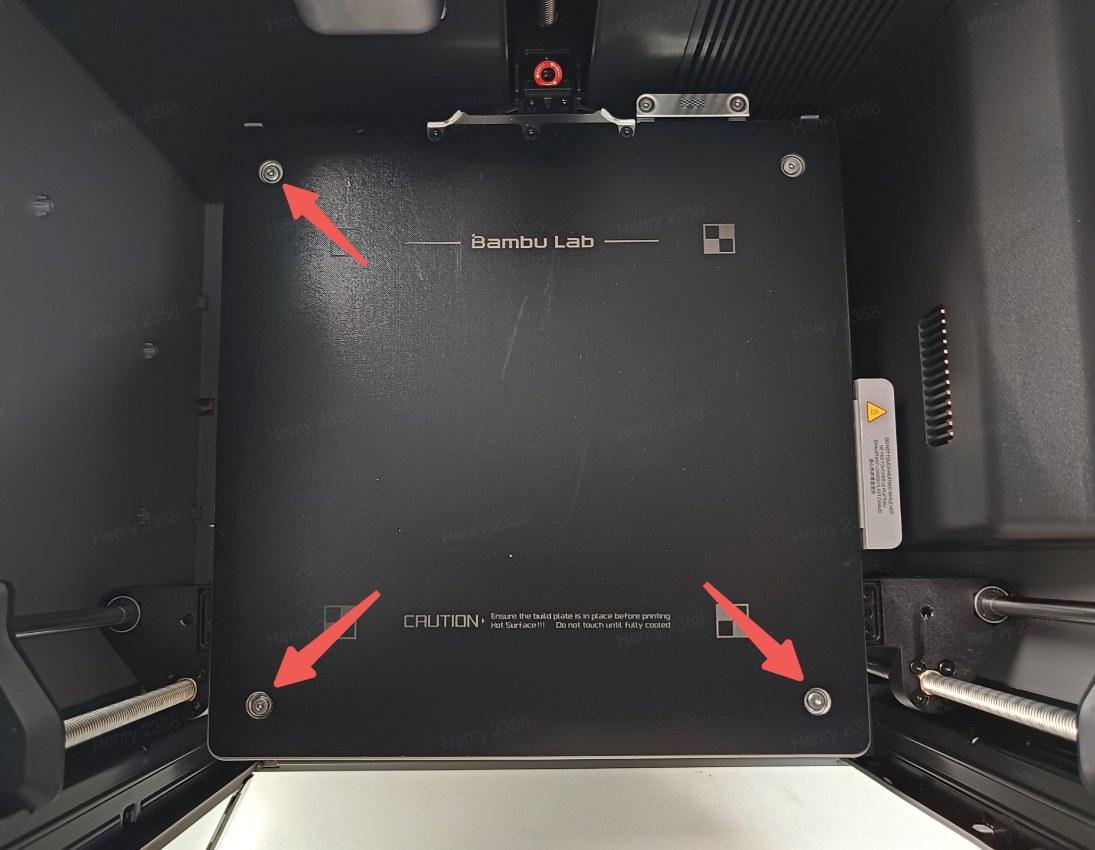
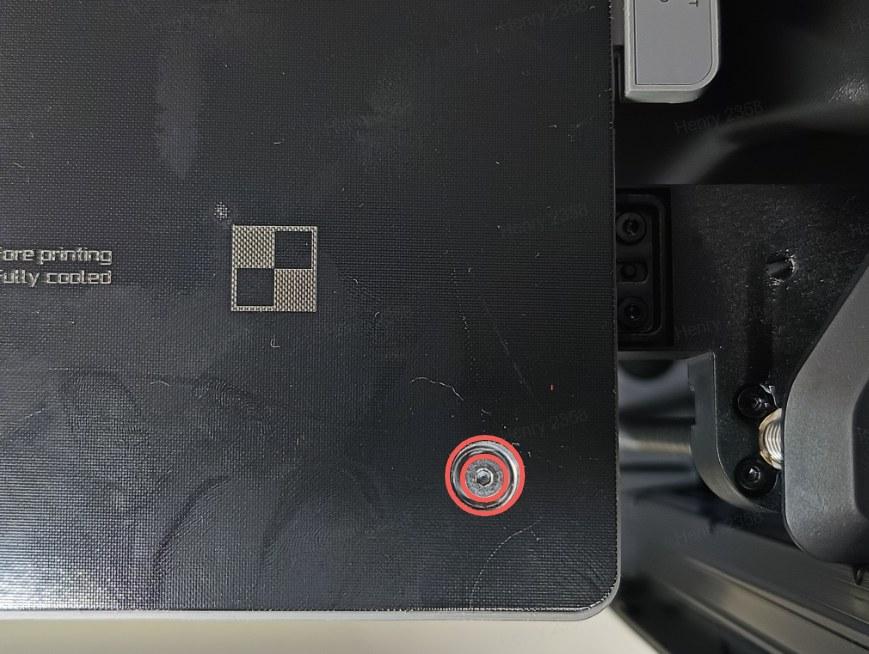
ปรับน็อตยึด Heatbed
ให้คลายสกรูยึด Heatbed ทั้ง 4 ตัวตามลำดับในภาพ เมื่อต้องขันกลับ ให้ตรวจว่าชิ้นส่วนโลหะของ Heatbed ไม่สัมผัสหรือเบียดกับชิ้นส่วนพลาสติกของ Z-axis slide ในทิศทาง XY เพราะการสัมผัสกันอาจทำให้การเคลื่อนที่หรือระดับ Heatbed ไม่เป็นธรรมชาติ
น้อตยึด 4 ตัวมีอยู่ 2 ฝั่ง ซ้ายและขวา ตรงที่ลูกศรชี้เท่านั้น ด้านหลังไม่ต้องไปทำอะไร และไม่ต้องขันน็อตออกมาทั้งหมด ให้คลายน็อตก็พอ เพราะเมื่อทำเสร็จแล้ว ต้องขันกลับแค่พอแน่น หรือตึงมือ
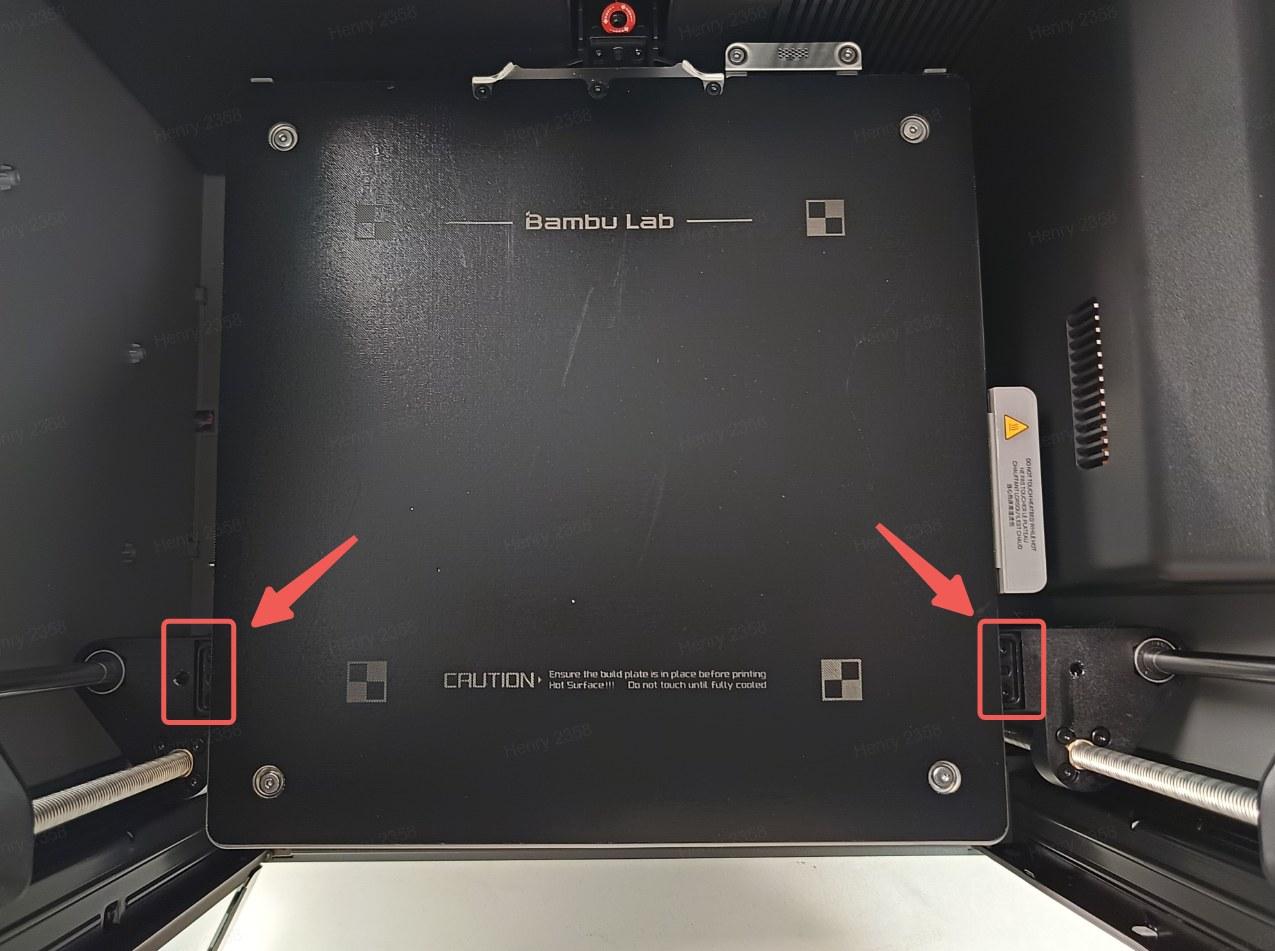
ภาพที่ 16: ตำแหน่งสกรูยึด Heatbed ที่ต้องคลายตามลำดับก่อนจัดระยะเ
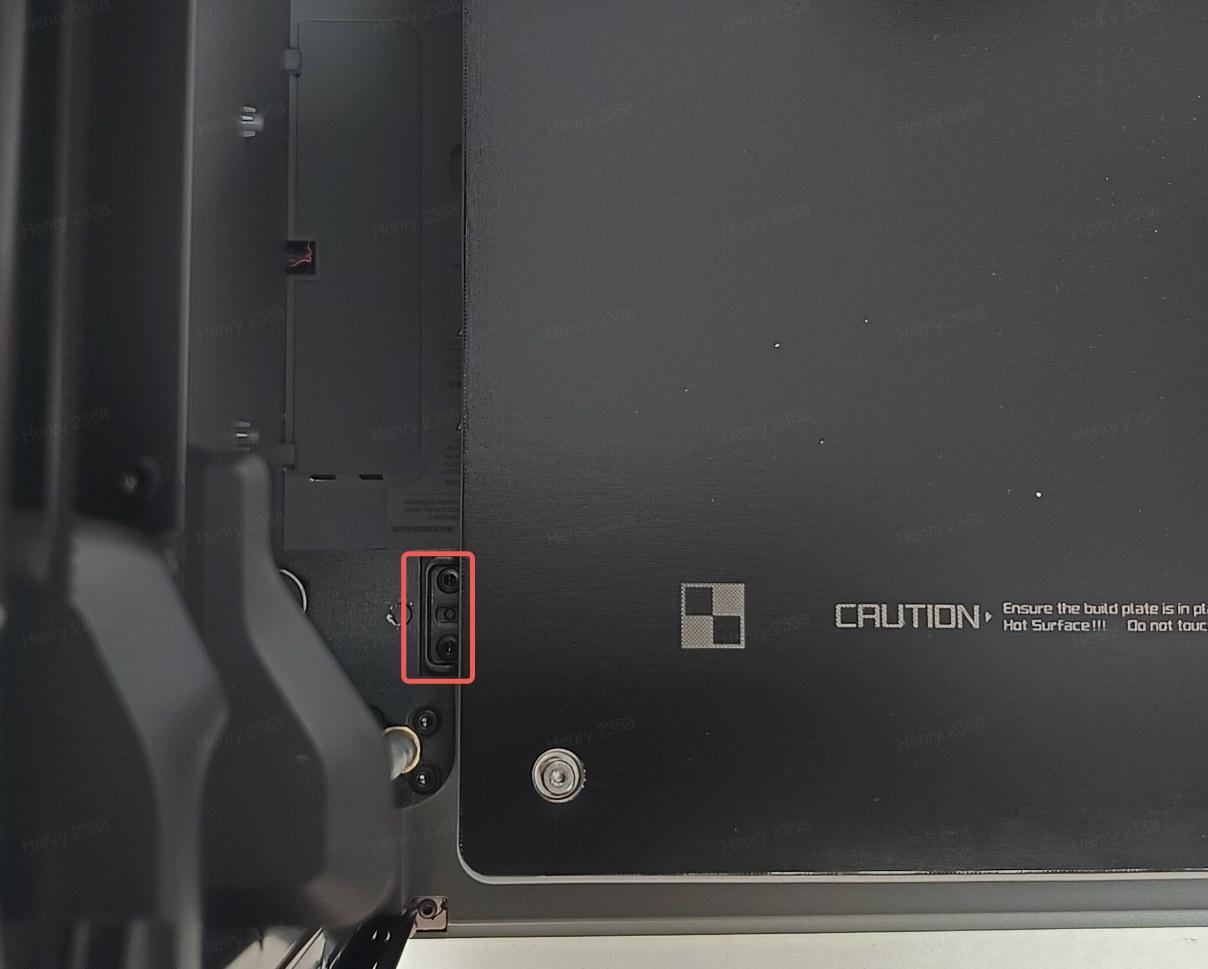
ภาพที่ 17: ภาพอ้างอิงตำแหน่งสกรูและพื้นที่รอบชุด Heatbed สำหรับการปรับ
ภาพที่ 18: ภาพอ้างอิงการจัดตำแหน่ง Heatbed เพื่อไม่ให้ชิ้นส่วนโลหะชนกับชิ้นส่วนพลาสติกของแกน Z
หลังปรับตำแหน่งแล้ว ให้ตั้งค่าอุณหภูมิ Heatbed กลับเป็นศูนย์ แล้วรันทดสอบ First Layer อีกครั้ง หากอาการยังไม่หาย จึงค่อยเข้าสู่ขั้นตอน Advanced Manual Leveling
Advanced Manual Leveling สำหรับกรณีที่วิธีปกติยังแก้ไม่จบ
ขั้นตอนนี้เหมาะสำหรับกรณีที่ Calibration และการปรับเชิงกลเบื้องต้นแล้วยังพบ First Layer ต่ำเฉพาะพื้นที่ ก่อนเริ่มให้กด Home ตั้ง Heatbed ที่ 55°C และค้างไว้ประมาณ 5 นาที เช่นเดียวกับขั้นตอนก่อนหน้า
ภาพที่ 19: ขั้นตอนเริ่มอุ่น Heatbed อีกครั้งก่อนทำ Advanced Manual Leveling

ภาพที่ 20: ตั้งค่า Heatbed ที่ 55°C สำหรับเตรียม Manual Leveling
ภาพที่ 21: ค้างอุณหภูมิ Heatbed ไว้ประมาณ 5 นาทีเพื่อให้ระยะวัดคงที่
จากนั้นให้หาตำแหน่งสกรูปรับระดับ 3 จุดด้านบนของ Heatbed โดยปกติสกรูด้านหลังขวาจะเป็นจุดยึดคงที่และไม่จำเป็นต้องปรับ ใช้ไขควงหกเหลี่ยม H2.0 ขันสกรูปรับระดับทั้ง 3 จุดตามเข็มนาฬิกาจนสุดก่อน แล้วปรับกลับมาที่ตำแหน่งกลางของรูสกรู ระหว่างขันให้ใช้มือประคองด้านใต้ Heatbed เบา ๆ เพื่อให้สกรูยึดแน่นและไม่มีระยะหลวม
ขันปรับได้เฉพาะแค่ตรงน็อตที่ลูกศรชี้เท่านั้น และไม่จำเป็นต้องขันน็อตออกมา น็อต 3 ตัวนี้ อาจจะขันแน่น ไม่เท่ากัน เพราะเอาไว้ปรับระนาบของฐานพิมพ์
ภาพที่ 22: ตำแหน่งสกรูปรับระดับด้านบนของ Heatbed ที่ใช้เป็นจุดเริ่มต้นในการปรับมือ
ภาพที่ 23: ภาพอ้างอิงสกรูปรับระดับ Heatbed ที่ต้องขันลงสุดก่อนเริ่มปรับละเอียด
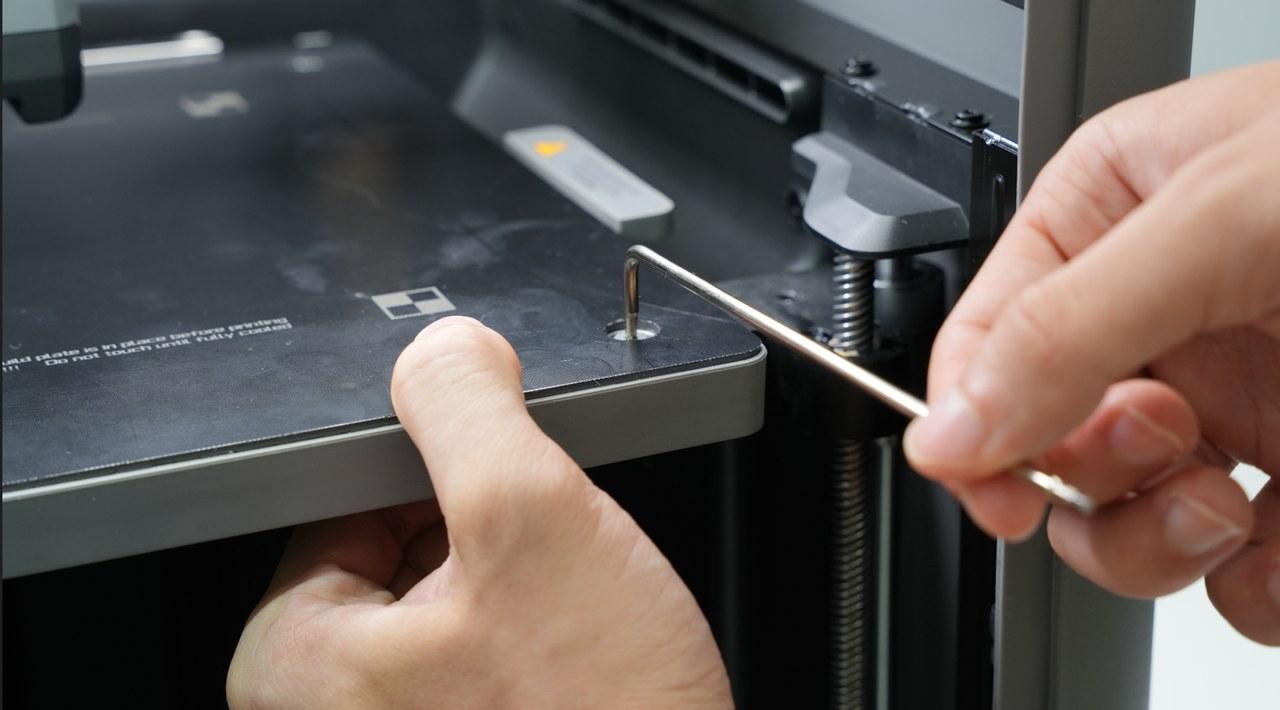
ภาพที่ 24: การใช้ไขควงหกเหลี่ยม H2.0 ปรับสกรู Heatbed ไปยังตำแหน่งกลางของรูสกรู
ทำไมต้องขันสกรูลงสุดก่อนปรับ? การปรับระดับด้วยมือจำเป็นต้องเริ่มจากสถานะอ้างอิงที่สม่ำเสมอ เมื่อขันสกรูปรับระดับทั้งสามจุดลงสุด ระยะระหว่าง Heatbed กับหัวฉีดจะห่างที่สุดและช่วยให้การเริ่มปรับแต่ละมุมมีฐานเริ่มต้นที่ใกล้เคียงกัน
หลังตั้งจุดเริ่มต้นแล้ว ให้คัดลอกไฟล์ Manual Bed Tramming G-code ไปยัง USB Drive แล้วเสียบเข้าพอร์ต USB ของเครื่อง เมื่อเครื่องอ่านไฟล์แล้ว ให้เลือกไฟล์ G-code ดังกล่าวและกด Start Printing ไฟล์นี้เป็นไฟล์ช่วยปรับระดับที่ Bambu Lab แนบไว้กับคู่มือ

ภาพที่ 25: ตัวอย่างการเลือกไฟล์ G-code สำหรับช่วยปรับ Manual Bed Tramming จาก USB Drive
เมื่อรัน G-code แล้ว หัวพิมพ์จะ Home ก่อน จากนั้นจะไปตรวจ 3 มุมของ Heatbed ทีละจุด โดยหัวพิมพ์จะหยุดที่แต่ละมุมประมาณ 30 วินาที และวนทั้งหมด 3 รอบ เพื่อให้มีเวลาปรับละเอียด ให้สอดกระดาษ A4 ระหว่างหัวฉีดกับ Heatbed แล้วหมุนสกรูจนหัวฉีดแตะกระดาษแบบมีแรงฝืดเล็กน้อยเมื่อดึงกระดาษ

ภาพที่ 26: ภาพนิ่งจาก GIF ต้นฉบับ แสดงการใช้กระดาษ A4 สอดระหว่างหัวฉีดกับ Heatbed เพื่อปรับแรงฝืดให้เท่ากัน
ทิศทางการหมุนมีผลต่อระยะหัวฉีดกับ Heatbed โดย หมุนตามเข็มนาฬิกา จะเพิ่มระยะระหว่าง Heatbed กับหัวฉีด ส่วน หมุนทวนเข็มนาฬิกา จะทำให้ Heatbed เข้าใกล้หัวฉีดมากขึ้น
ให้ปรับทั้ง 3 มุมให้แรงฝืดของกระดาษใกล้เคียงกัน และควรทำให้ครบทั้ง 3 รอบเพื่อให้ผลลัพธ์นิ่งขึ้น
เมื่อสังเกตว่า Heatbed เริ่มลดระดับ ให้หยุดปรับและนำประแจออก เพราะหัวพิมพ์กำลังจะเคลื่อนที่ไปยังจุดถัดไป
First Layer สูงเกินไปหรือเส้นห่างเป็นพื้นที่กว้าง
อาการนี้มักเห็นเป็นเส้นพลาสติกห่างกัน การยึดเกาะกับแผ่นพิมพ์ไม่แน่น และเมื่อแกะงานออก เส้นอาจแยกตัวจากกันง่าย สาเหตุหนึ่งที่ควรตรวจคือชุดปาดหัวฉีด เพราะถ้ามีคราบพลาสติกติดหัวฉีดก่อน Leveling ระบบอาจวัดระดับคลาดเคลื่อนจนหัวฉีดอยู่สูงเกินไป
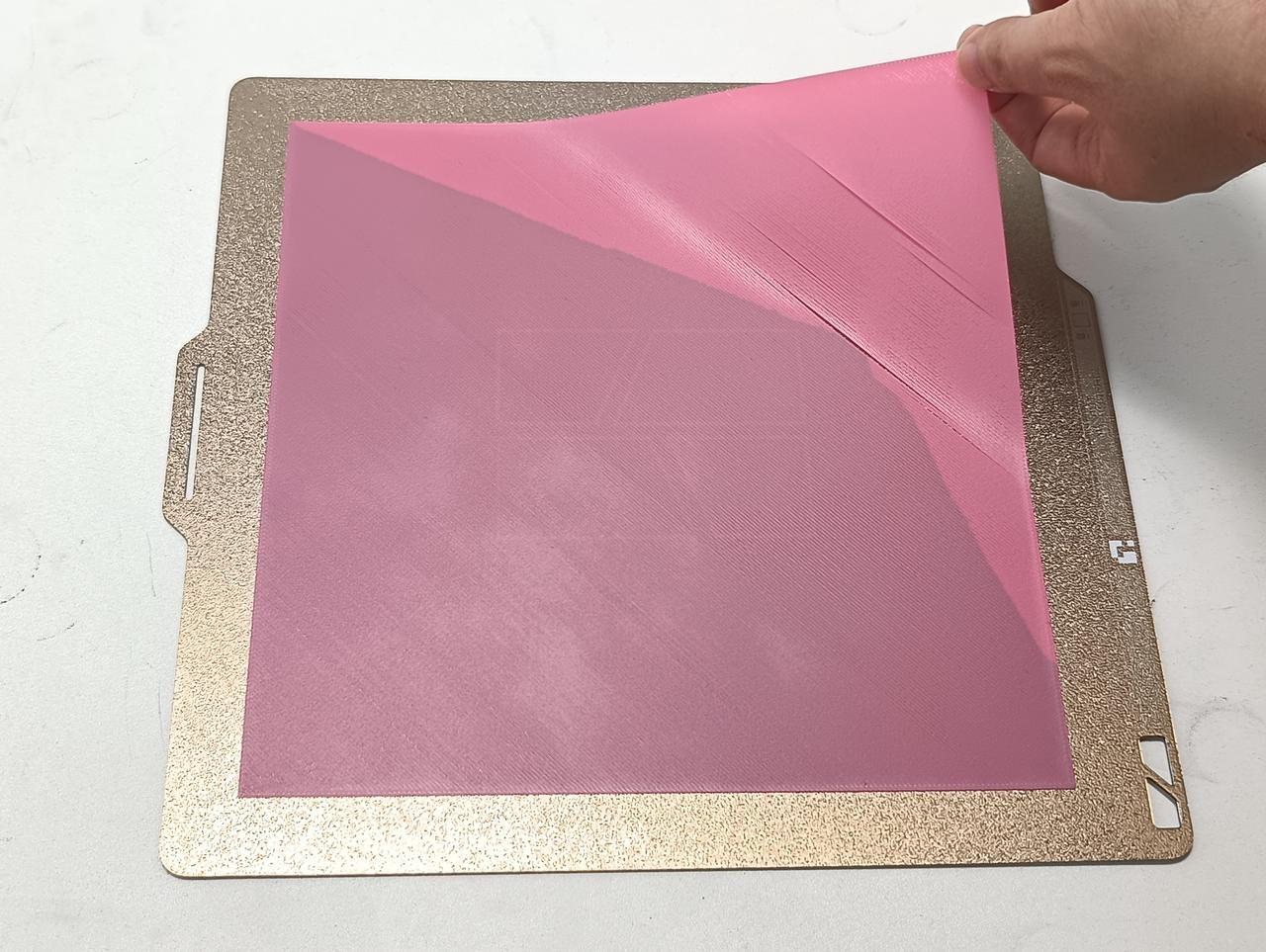
ภาพที่ 27: อาการ First Layer สูงเกินไปหรือเส้นห่างเป็นพื้นที่กว้าง ทำให้การยึดเกาะอ่อนลง
ให้ตรวจว่า Hard steel sheet และ Soft silicone brush ของชุดปาดหัวฉีดสะอาด อยู่ในตำแหน่งที่ถูกต้อง และไม่เสียรูป โดยเฉพาะ Hard steel sheet หากแอ่นหรือยุบตรงกลาง หัวฉีดอาจสัมผัสแผ่นปาดได้ไม่ดี ทำให้คราบพลาสติกยังติดอยู่ก่อนเริ่ม Leveling

ภาพที่ 28: ตำแหน่ง Hard steel sheet ของชุดปาดหัวฉีดที่ต้องสะอาดและไม่บิดงอ

ภาพที่ 29: ตำแหน่ง Soft silicone brush ของชุดปาดหัวฉีดที่ช่วยทำความสะอาดหัวฉีดก่อนวัดระดับ
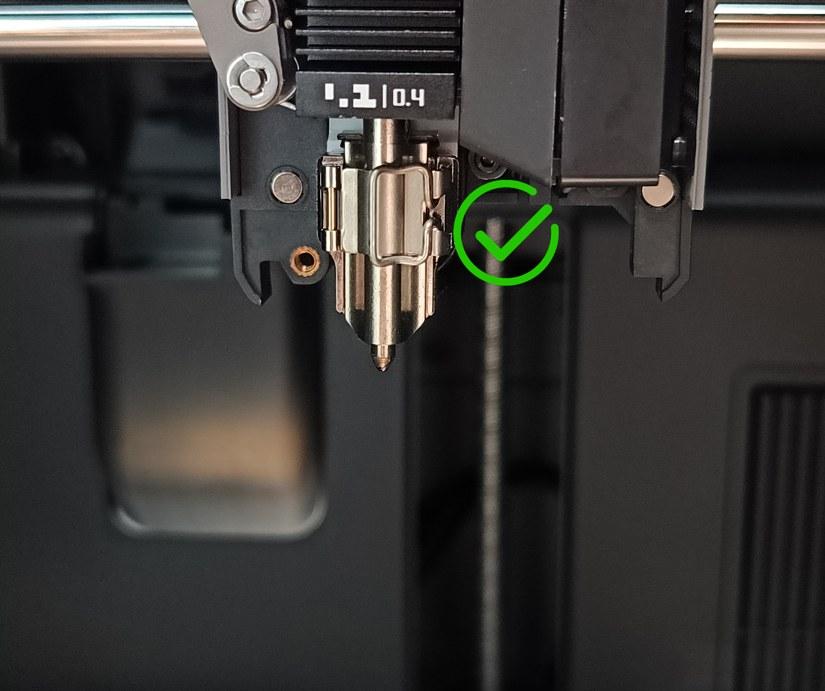
ก่อน Leveling ให้ตรวจว่าหัวฉีดสะอาด ไม่มีคราบพลาสติกตกค้าง เพราะเศษพลาสติกที่ปลายหัวฉีดอาจทำให้เครื่องเข้าใจว่าหัวฉีดอยู่ต่ำกว่าความจริง และชดเชยจนชั้นแรกออกมาสูงเกินไป

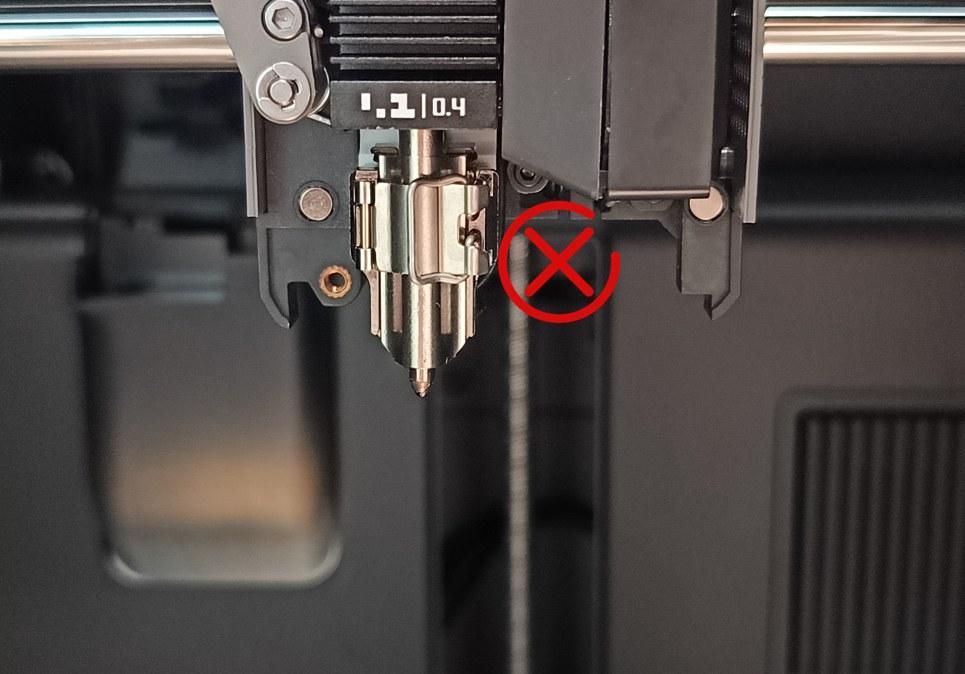
ภาพที่ 30: ตัวอย่างคราบพลาสติกตกค้างที่หัวฉีด ซึ่งอาจทำให้การวัดระดับคลาดเคลื่อน
First Layer สูงเกินไปแบบสม่ำเสมอในตำแหน่งเดิม
ถ้าพิมพ์ซ้ำหลายครั้งแล้วพบเส้นห่างหรือการยึดเกาะต่ำในตำแหน่งเดิมอย่างสม่ำเสมอ สาเหตุอาจมาจากคราบบนแผ่นพิมพ์ เช่น คราบมันจากมือหรือสิ่งปนเปื้อนบนผิวแผ่น ให้ถอดแผ่นพิมพ์ออกมาทำความสะอาดด้วยแอลกอฮอล์ หรือ IPA 99% แล้ววางแผ่นกลับเข้าตำแหน่ง จากนั้นรัน Heatbed automatic calibration และทดสอบ First Layer ใหม่
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
วิธีแก้ชั่วคราว: ปรับค่า Z-offset ใน G-code
การปรับ Z-offset เป็นวิธีชั่วคราวที่ช่วยแก้ปัญหา First Layer ได้รวดเร็ว แต่ต้องใช้ด้วยความระมัดระวัง เพราะการแก้ให้พื้นที่หนึ่งดีขึ้นอาจทำให้พื้นที่อื่นเกิด defect ใหม่ เช่น แก้จุดที่ต่ำเกินไปแล้วทำให้พื้นที่เดิมที่ปกติกลายเป็นสูงเกินไป
ให้เข้าไปที่ Printer Settings > Machine start G-code แล้วค้นหาคำสั่ง G29.1 ค่าเริ่มต้นของแผ่น Textured Plate คือ G29.1 Z{0.01} ส่วนแผ่นชนิดอื่น เช่น Smooth Plate จะใช้ G29.1 Z{0.03} โดย Bambu Lab ระบุว่าค่านี้ใช้สำหรับยกหัวพิมพ์ขึ้นเล็กน้อยเพื่อให้ First Layer สม่ำเสมอขึ้น
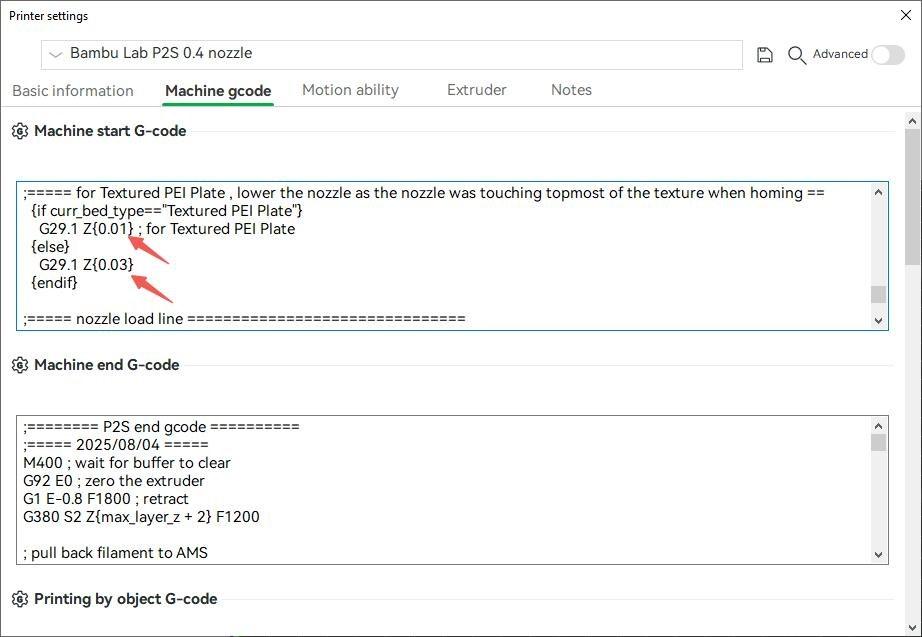
ภาพที่ 31: ตำแหน่ง Machine start G-code สำหรับปรับค่า G29.1 Z-offset แบบชั่วคราว
|
|
|
|
|---|---|---|---|
|
|
|
|
|
|
|
|
หลักการปรับคือ ถ้า First Layer สูงเกินไป ให้ลดค่า offset ลง เช่น 0.01 เป็น -0.01 แต่ถ้า First Layer ต่ำหรือชิดเกินไป ให้เพิ่มค่า offset ขึ้น เช่น 0.01 เป็น 0.03 หลังปรับควรทดสอบด้วยโมเดล First Layer ขนาดเล็กก่อนนำไปใช้กับงานจริง
กลยุทธ์การอุ่น Heatbed สำหรับงาน First Layer พื้นที่ใหญ่
สำหรับงานที่มี First Layer พื้นที่ใหญ่และความสูงชั้นแรกต่ำ เครื่องจะปรับเวลาการอุ่นล่วงหน้าตามอุณหภูมิของ Heatbed เพื่อช่วยลดการเปลี่ยนรูปจากความร้อนและทำให้ชั้นแรกมีความสม่ำเสมอมากขึ้น
|
|
|
|---|---|---|
|
|
|
|
|
|
สรุปลำดับการแก้ปัญหาที่แนะนำ
เมื่อต้องแก้ปัญหา First Layer ให้เริ่มจากวิธีที่มีความเสี่ยงต่ำก่อนเสมอ ได้แก่ ทำ Calibration, เปิด Auto Bed Leveling, ตรวจความสะอาดหัวฉีดและแผ่นพิมพ์ จากนั้นจึงตรวจกลไกหัวพิมพ์และ Heatbed หากยังไม่หายค่อยใช้ Manual Leveling หรือ Z-offset ชั่วคราว การไล่ตามลำดับนี้ช่วยลดโอกาสปรับผิดจุดและทำให้หาสาเหตุจริงได้ง่ายขึ้น
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
หมายเหตุท้ายบทความ
ถ้าทำตามขั้นตอนทั้งหมดแล้วยังไม่สามารถแก้ปัญหาได้ ควรบันทึกข้อมูลให้ครบก่อนติดต่อทางร้าน เช่น รูป First Layer, ชนิดแผ่นพิมพ์, ชนิดเส้นพลาสติก, อุณหภูมิ Heatbed, ค่า Z-offset ที่ปรับ, ผลการ Calibration และวิดีโอสั้นขณะเริ่มพิมพ์ เพื่อให้ทีมซัพพอร์ตวิเคราะห์ได้เร็วขึ้น